Meu nome é Murilo Barbosa, sou mecanico industrial a 20 anos.
A minha paixão por mecanica vem desde de molequinho, hoje tenho 43 anos e com muita experiencia dessa área maravilhosa, então decedi fazer algo bem bacana... compartilhar tudo que eu sei com vocês.
Toyota contribui em pesquisa de hidrogênio renovável a partir do etanol – Foto: divulgação/Toyota
A Toyota do Brasil anunciou nesta sexta-feira (31) que irá contribuir para um projeto de Pesquisa e Desenvolvimento (P&D) que visa produzir hidrogênio (H2) renovável a partir do etanol. A companhia irá oferecer o Toyota Mirai, carro movido à célula de combustível (Fuel Cell Eletric Vehicle) para testes sobre a performance do veículo movido a hidrogênio.
A pesquisa firma a parceria da Toyota com a Shell Brasil, Raízen, Hytron, Universidade de São Paulo (USP), Centro de Pesquisa para Inovação em Gases de Efeito Estufa (RCGI) e o Senai CETIQT, que estão envolvidas em todo o projeto.
O veículo será entregue, ainda neste primeiro semestre, ao Research Centre for Greenhouse Gas Innovation (RCGI) da USP, criado em 2015, com financiamento da FAPESP e da Shell, que desenvolve a pesquisa. Além do Toyota Mirai, o hidrogênio renovável vai abastecer três ônibus que circularão na Cidade Universitária da USP.
Parceria entre Shell, Raízen, Hytron, USP e SENAI
A Shell Brasil, Raízen, Hytron, Universidade de São Paulo (USP) e o SENAI CETIQT assinaram um acordo de cooperação, em setembro de 2022, para desenvolvimento de plantas de produção de hidrogênio renovável (H2) a partir do etanol. A parceria tem como foco a validação da tecnologia através da construção de uma planta dimensionada para produzir 4,5 kg/h de hidrogênio e início de operação no primeiro semestre de 2024. A estrutura será instalada no campus da USP, na cidade de São Paulo.
O hidrogênio renovável será produzido com o etanol fornecido pela Raízen e a tecnologia desenvolvida e fabricada pela Hytron, que atualmente pertence ao grupo alemão Neuman & Esser Group (NEA Group), com suporte do Instituto SENAI de Inovação em Biossintéticos e Fibras do SENAI CETIQT, com financiamento da Shell Brasil.
Toyota Mirai
O Mirai é um carro elétrico em sua essência, mas que não utiliza recarga elétrica externa, pois é movido por meio de uma reação química entre hidrogênio e oxigênio. Assim funciona um FCEV (Fuel Cell Eletric Vehicle).
O hidrogênio é armazenado em tanques enquanto o oxigênio vem de fora do carro. A mistura causa uma reação química, liberando energia, que é transformada em eletricidade, que carrega uma bateria que, por fim, alimenta o motor elétrico. Como resultado, um veículo 100% livre de CO2, com autonomia estimada em 600 km e que emite apenas vapor d’água pelo escapamento.
Será que a RAM 1500 Rebel é bruta, mesmo? Foto: Vinicius D’Angio/Revista O Mecânico
A RAM 1500 Rebel é um verdadeiro monstro das estradas. Maior que as picapes médias conhecidas do mercado, esta RAM possui 5,93 m de comprimento, 2,08 m de largura, 2,01 m de altura e 3,67 m de distância entre-eixos. Sua capacidade de carga é de 1.200 litros, sendo que a caçamba (de 1,7 m de comprimento x 1,3 m de largura) conta ainda com dois compartimentos laterais de 103 litros cada.
Sob o capô está o motor 5.7 V8 Hemi a gasolina, de 400 cv a 5.600 rpm e 56,7 kgfm de torque a 3.950 rpm. Na transmissão, seu câmbio automático é de 8 marchas e o sistema de tração 4×4 é comandado eletronicamente com opção de reduzida.
A suspensão dianteira é independente com sistema McPherson, sem surpresas. Na traseira, o eixo é rígido com molas helicoidais e amortecedores Bilstein.
Mas será que a RAM 1500 Rebel é bruta, mesmo? Como é a sua mecânica e quais tecnologias ela traz às quais o mecânico precisa ficar atento? Para analisar essas questões e toda a reparabilidade desta picape, convidamos o mecânico Sandro dos Santos, proprietário da oficina Doctor American Car, especializada na linha americana das marcas Dodge, RAM e Chrysler.
Veja o RAIO X da RAM 1500 Rebel em nosso canal O MECÂNICO no YouTube!
Apesar do avanço de modelos de veículos elétricos a bateria (VEB) no mundo, sua participação nas vendas totais de veículos leves indica que várias situações podem influenciar o ritmo de aceitação nos próximos anos e décadas. Tudo depende do país, das condições econômicas, de renda per capita, do tamanho da frota circulante, da estrutura da rede de recarga, da mineração de metais das baterias e em que velocidade os VEB vão cair de preço, entre outras condicionantes.
Estatísticas mundiais de vendas de VEB em países selecionados, no ano passado, apresentam algumas curiosidades sobre participação no mercado total de veículos leves.
· China: 23%
· Europa (com Reino Unido): 12%. Note posições discrepantes de Itália, Espanha e Polônia.
· Reino Unido: 17%
· Alemanha: 16%
· França: 14%
· Suécia: 30%
· Itália: 3,5%
· Espanha: 3,5%
· Polônia: 1,5%
Um dos indicadores que mais influenciam as estatísticas é renda per capita anual. Três países na faixa de US$ 8.000 (R$ 42.000) a US$ 10.000 (R$ 52.000) tiveram participações semelhantes: Brasil, 0,4%; México, 0,3%; Turquia, 0,8%. Exceção é Argentina com apenas 0,1%. Outra semelhança: a França e o estado americano da Califórnia. O Produto Interno Bruto (PIB) dos dois está no mesmo nível e a participação de elétricos nas vendas totais é quase igual (14% e 13%, respectivamente).
Entretanto há pontos fora da curva mesmo nos países superdesenvolvidos. No Japão, terceira maior economia do mundo, apenas 1% dos carros emplacados eram elétricos em 2022. Há escassez de garagens residenciais lá para os veículos recarregarem as baterias.
Nos EUA surgem os maiores contrastes. Na Califórnia 300.000 elétricos foram vendidos em 2022. Outros sete Estados emplacaram o total de 400.000 unidades. Os demais 42 Estados juntos somaram apenas 50.000, média de apenas 1.200 unidades no ano passado (menos de 1%). Como comparação, no Brasil, emplacaram-se 8.440 elétricos em 2022, média de 312 unidades por Estado (incluindo o Distrito Federal).
Nos próximos anos estes números vão se alterar, mas em que ritmo não há certeza. Apenas a União Europeia (UE) apresenta exigências com data marcada. Depois de discussões quase infindáveis de 27 países da UE (outros 23 formam a Europa) acertaram que a partir de 2035 não serão emplacados carros novos com motores a combustão (MCI). Porém, no acordo desta semana abriu-se uma brecha para veículos que utilizem gasolina sintética produzida com emissão zero de CO2. Há, contudo, quem afirme que mais mudanças ainda acontecerão antes do prazo fatal.
BMW X1 produzido aqui: primeiras impressões
Evolução ao estilo BMW. Terceira geração do SUV de tração dianteira, que começa agora a ser produzido em Araquari (SC), o X1 foi modernizado sem romper com os cânones da marca. A grade dianteira cresceu, faróis adaptativos em LED formam um único bloco, para-choque e as entradas de ar receberam desenho mais elaborado. Rodas são de 20 pol. na versão avaliada sDrive20i M Sport. Na traseira, evolução mais marcante com novos para-choque e conjunto óptico. Saídas de escapamento não estão visíveis (para imitar os elétricos, diriam os sarcásticos).
A arquitetura é uma evolução da anterior. Todas as dimensões externas cresceram, destacando-se os 50 mm extras na altura (1.640 mm), além de discretos 20 mm a mais no entre-eixos (2.690 mm) e na largura (1.840 mm). O coeficiente de forma aerodinâmica (Cx) melhorou discretamente (de 0,3 para 0,26). Internamente quem senta atrás sente a diferença frente à geração anterior.
Ao volante, o motorista aprecia a vistosa tela curva única de alta definição e 20,9 pol. (10,2 pol. no quadro de instrumentos e 10,7 pol. para multimídia). Parece desafiante de manusear, mas atende por comandos de voz, toque ou botão central giratório. Pequenas teclas no console selecionam as posições do câmbio automatizado de sete marchas de duas embreagens. Conexão sem fio para Android Auto e Apple CarPlay, além de carregamento por indução de forma inteligente: telefone celular fica em nicho do console, na posição vertical, com uma pequena barra transversal para mantê-lo firme e sem esquentar em demasia.
Em um primeiro contato com o X1 de topo (2-L só gasolina, 204 cv, 30 kgf.m) as curvas desafiantes para quem anda rápido da Estrada dos Romeiros, em Santana do Parnaíba (SP) comprovaram o acerto perfeito do conjunto. Nenhum susto, carro sempre na mão e equilibrado nas reações, direção precisa, respostas firmes ao acelerador e confiança nos freios.
Preço das três versões: R$ 296.950, R$ 328.950 e R$ 349.950.
ALTA RODA
SETENTA ANOS ATRÁS a Volkswagen do Brasil iniciou a produção do VW Fusca. Foi a primeira filial fora da Alemanha, na rua do Manifesto, bairro paulistano do Ipiranga, onde instalou uma linha de montagem de veículos importados completamente desmontados. Em novembro de 1959, às margens da Via Anchieta, em São Bernardo do Campo (SP), inaugurou oficialmente a primeira fábrica completa fora da Alemanha, embora já produzisse a Kombi no mesmo local desde setembro de 1957 e o Fusca, em janeiro do ano da fundação formal.
Hoje a VW dispõe de três fábricas de veículos e uma de motores, que juntas já produziram 25 milhões de unidades. A marca tem um plano de investimento no Brasil até 2026, inclusive de produzir um inteiramente novo modelo híbrido flex, ainda sem data de lançamento, o que deve acontecer numa segunda etapa. No próximo semestre será importado o primeiro elétrico, o ID.4, um SUV de porte médio com 4,584 mm de comprimento, interior espaçoso (2,765 mm de entre-eixos) e motor traseiro de 204 cv. Alcance de até 520 km.
TECNOLOGIA DE RASTREAMENTO em caso de furto ou roubo de veículos vem dificultando esse tipo de crime no Brasil. Ainda assim, os criminosos também se “especializam” e as empresas do setor continuam a investir e se diversificarem. A Ituran, além de desenvolver dispositivo antifurto específico para motos, terá este ano um rastreador exclusivo para veículos com partida por botão que têm sido alvo de furto por clonagem de radiofrequência da chave.
A empresa se associou, em 2021, à startup MobiLab para criar a IturanMob e incluirá soluções para carros 100% elétricos. Este ano pretende expandir a atuação no segmento de locação por assinatura de carros, motos e caminhões.
Ética profissional é tão importante quanto o conhecimento técnico, seja nos negócios, com o cliente ou nas redes sociais
O dicionário online Aulete (2023), define ética como sendo o: “Conjunto de regras e princípios de decência que orientam a conduta dos indivíduos de um grupo social ou sociedade. Em outras palavras: algo que está diretamente ligado a honestidade e a lisura. A ética profissional é (ou deveria ser) indissociável do mecânico enquanto cidadão.
Não há sombra de dúvidas de que a grande maioria dos “Guerreiros das Oficinas” age de forma ética. Seja como técnico, seja como empresário. Afinal de contas, estamos falando de: pais, mães, filhos, avós, tios e irmãos, dotados de responsabilidade, consciência e que foram educados seguindo aos mais altos padrões de moral. Ou seja, pessoas para as quais o desvio do caminho da honestidade e da lisura seria motivo das mais alta vergonha. E isso se estende as suas empresas (oficinas).
Código de ética profissional do mecânico
Apesar da profissão de mecânico automotivo ainda não ter o seu próprio código de ética, muitas empresas acabam por criar e adotar um. Isso ocorre quando esta empresa define um conjunto de princípios que norteiam os seus valores.
Um documento sagrado que proprietários, administradores e demais colaboradores, assim como, parceiros tem como base para o seu comportamento, práticas e decisões que devem tomar. E muito se engana quem pensa que se trata de um documento longo e complicado. Muito pelo contrário. Os mais simples e concisos são aqueles que ficam gravados na memória de todos os envolvidos:
“O código de ética de uma empresa deve garantir a transparência e o respeito nas relações com o cliente, os funcionários, fornecedores e instituições do setor”, explicou Sérgio Ricardo Fabiano (2015). Como já citado em outras matérias publicadas na revista O Mecânico, estabelecer um código com linhas de conduta é um caminho para a oficina mecânica trabalhar melhor.
Mas não basta formalizar as intenções em um documento. As ações práticas são imprescindíveis. Por exemplo:
Seguir as leis que regem a profissão;
Ser transparente com o cliente;
Aplicar peças de boa qualidade;
Realizar aquilo que é cobrado;
Prestar as devidas garantias;
Pagar os seus fornecedores em dia e não fazer “leilão” de preços;
Não retirar direitos nem arrochar salários dos funcionários.
E isso é o que ocorre na maioria dos casos. No entanto, ainda existe um grupo de poucos profissionais, se é que podem ser chamados assim, que não pensa dessa forma. Os que se autointitulam: “espertos”. Sim, já falamos deles em outras ocasiões.
Adeptos do dinheiro fácil e de qualquer tipo de vantagem (devida ou não), não pensam duas vezes antes de lesar seus clientes, fornecedores, colaboradores e, por que não, colegas de profissão. E como são muitos dissimulados (hábeis na conversa mole e na choradeira), ainda não entraram em extinção.
“Ah, mas se são tão poucos, não provocam estragos suficientes no mercado. Basta ignorá-los. A Lei de Darwin que atua no mercado, vai acabar eliminando-os naturalmente…” Só que não é bem assim. Isso talvez funcionasse num passado distante, onde a principal propaganda era o “boca a boca”. O advento da internet deu voz alta a essas pessoas.
E como página de website aceita qualquer coisa, basta pagar um bom web-designer que a fumaça está lançada nos olhos dos consumidores. Outros abrem um canal em uma plataforma gratuita de vídeos e começar a falar aquilo que não sabem. Resultado: divulgam um monte de “bobagens técnicas” (sem a menor fundamentação), a fim de atrair vítimas as suas “teias”.
Outros criticam procedimentos praticados ou recomendações feitas por colegas de profissão (suportados por fabricante ou experimentos sérios), com argumentos rasos (quando os tem), ou fazem menções satíricas e, por vezes, desrespeitosas a: pessoas, empresas, marcas e produtos, por meio de comentários em fóruns especializados. Tudo isso para tentar “faturar” com as visualizações. São os “lacradores de embalagens vazias”.
É claro que alguns obtém resultados positivos momentâneo. Mas logo são “derrubados” pela exposição dos fatos. Só que isso gera demanda de tempo e energia por aqueles que “lutam” pelas boas práticas.
A internet é um lugar de respeito. E nela o mecânico deve se portar devidamente, pois a sua imagem está em julgamento contínuo:
Não fale mal de colegas ou de suas práticas, pois ninguém é senhor absoluto dos conhecimentos;
Não critique marcas e modelos de veículos, pois você pode precisar dele dentro da sua oficina;
Não critique fornecedores sem fundamento, pois você pode ficar desabastecido;
Não critique clientes, pois eles podem te dar as costas.
Cuidado com as piadas: não desrespeite ninguém.
Talvez não seja possível mudar o modo de agir de algumas dessas pessoas pelo convencimento. Mas como diz aquele ditado popular diz: ou se aprende pelo amor, ou pela dor.
Artigo por Fernando Landulfo publicado originalmente na Revista O Mecânico (ed.347, março/2023)
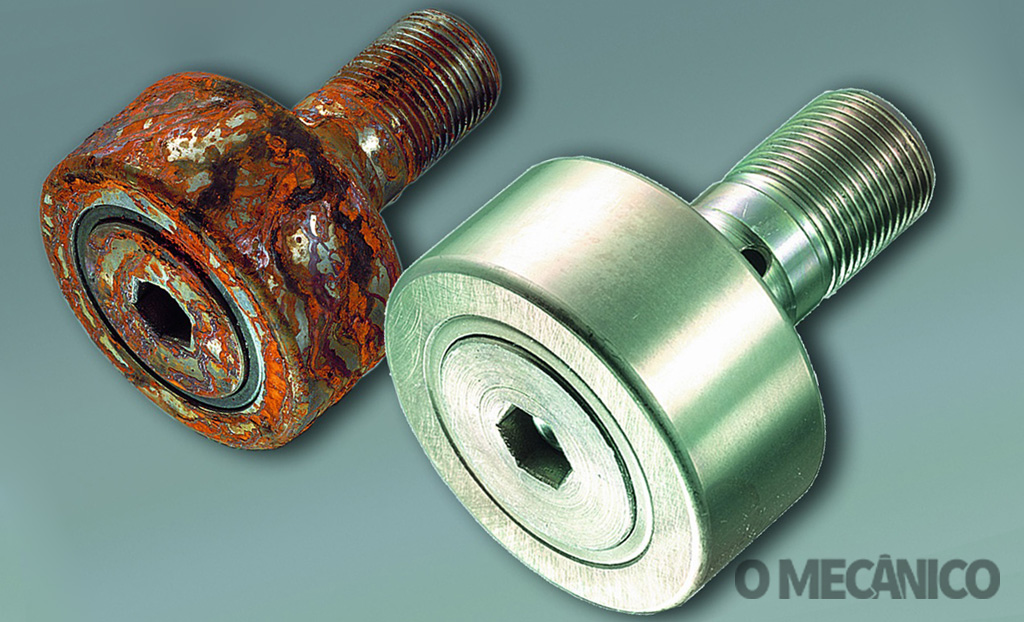
Schaeffler mostra novo revestimento de rolamentos para linha agrícola. Imagem: Divulgação/Schaeffler
A Schaeffler anuncia a preparação das suas linhas de produção de rolamentos de fixação rápida para implementar o revestimento de superfície Corrotect N, tecnologia de revestimento de rolamentos para linha agrícola. A previsão é que os rolamentos com a nova proteção cheguem ao mercado no primeiro quadrimestre de 2023.
O novo revestimento Corrotect® N utiliza nanopartículas, que são incorporadas à superfície da peça. Este avanço em revestimento de superfície de rolamentos irá proporcionar maior poder de proteção anticorrosiva, sendo até duas vezes mais eficiente em relação à proteção contra corrosão, afirma a fabricante.
Somado ao aumento da eficiência, o revestimento superficial Corrotect garante outras vantagens, dentre elas proteção anticorrosiva por todos os lados, incluindo as superfícies usinadas dos chanfros e raios; penetração da corrosão por baixo das vedações é evitada por longo prazo; graças ao efeito da proteção catódica, pequenas áreas não revestidas permanecem protegidas; com a proteção anticorrosiva, é atingido um aumento significativo do tempo de serviço, em comparação às peças não revestidas; plena intercambiabilidade entre rolamentos de mesma construção; possibilita de substituir o aço inoxidável como material de rolamentos.
Os rolamentos com revestimento Corrotect são utilizados principalmente na área agrícola, por meio da conhecida linha GE que, por sua vez, faz parte da família X-Life sob as marcas INA e FAG. Segundo Celso Silva, gerente de Aplicações e Vendas OE, nessas operações, cuja principal causa de substituição dos rolamentos é a corrosão, o Corrotect N garantirá menos manutenção e maior intervalo entre as trocas, gerando economia na operação.
Além da área agrícola, o revestimento de superfície Corrotect está em aplicações em que a proteção anticorrosiva constitui um requisito, tais como guindastes, máquinas estacionárias, empilhadeiras, máquinas lavadoras, ferramentas elétricas e trens de laminação.
Dessa vez serão dezmecânicosparticipantes, que vão encarar uma rotina onde conhecimento, raciocínio rápido, memória e capacidade de trabalhar em diversas condições, sozinho ou em equipe, fará toda a diferença na Batalha do Mecânico!
Sabemos que seu dia a dia na manutenção automotiva é uma batalha.
Então venha e encare de mais esse desafio! O reality show de mecânica onde você pode faturar ferramentas, equipamentos, prêmio em dinheiro,trocar experiências e aparecer em nosso canal no YouTube.
Use suas capacidades e destreza num ambiente desafiador e competitivo, participe da Batalha do Mecânico 2023!
Inscrições presenciais durante a Automec2023 e online a partir de 01/05/2023, no site do processo seletivo de candidatos, com link disponível a partir de 1º de maio aqui.
Flávia Cabral e Lucidalva Santos, moradoras da Zona Sul de São Paulo/SP que se formaram na Escola Kovi. Foto: Divulgação/Kovi
Iniciativa da Kovi tem como objetivo transformar a vida de mulheres no início da carreira profissional, estão em transição ou querem acelerar sua carreira
Com o objetivo de promover a inclusão no mercado de trabalho e formar profissionais qualificados, a starup de carros por assinatura Kovi criou a Escola Kovi, instituto técnico especializado no ensino de conhecimentos práticos de mecânica. O projeto foi criado para capacitar homens e mulheres que estão em busca de oportunidades no mercado automotivo, que podem realizar o curso de forma remunerada, com pagamento de Bolsa Auxílio e outros benefícios. A Escola Kovi já formou 237 alunos, dentre eles 34 são mulheres e, atualmente conta com três turmas em andamento, duas de mecânica e uma em funilaria.
Fundada no início de 2022, as aulas são ministradas por instrutores especialistas que atuam nas áreas de mecânica e funilaria nas oficinas da Kovi em São Paulo/SP. A grade do curso é composta por duas horas de aulas teóricas e seis horas de aulas práticas, durante um mês. Após a formação, os alunos e alunas passam a atuar em uma das cinco Oficinas Kovi até completar o contrato de experiência com duração de 90 dias, podendo ser efetivado e promovido após esse período.
A Escola Kovi já conta com 237 alunos formados: são 195 em mecânica e 42 em funilaria, dentre eles estão 34 mulheres. Atualmente, três turmas estão em andamento, duas de mecânica e uma de funilaria, todas para homens e mulheres. Nos próximos meses há previsão que outras sejam abertas, inclusive em Porto Alegre, onde a Kovi conta com centro de distribuição e uma oficina própria.
“Acreditamos que a educação é o melhor caminho para criar oportunidades, promover inclusão no mercado de trabalho e mudar histórias. A Escola Kovi é o primeiro passo entre as infinitas possibilidades que a Kovi enxerga dentro do mercado e para as mulheres. Queremos formar profissionais de manutenção, funilaria e qualidade da mais alta competência, que dominem, não só as habilidades técnicas da função, mas também os valores e comportamentos necessários para desenvolver uma carreira de sucesso, seja dentro da Kovi ou em outro lugar”, comenta o Head de Operações da Kovi e gerente da escola, Rafael Garza.
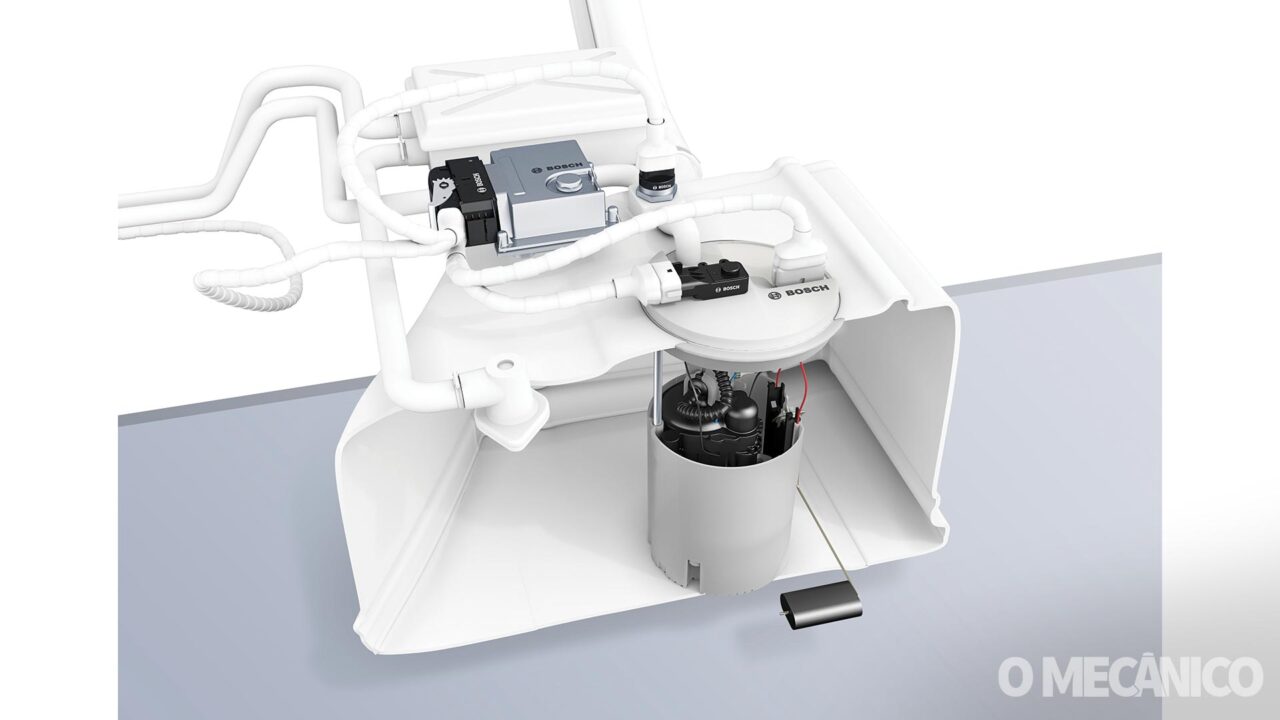
Confira quais são os princípios do sistema de controle eletrônico de subministro de combustível, ou simplesmente sistema DECOS
Na medida em que o consumo de energia (corrente) aumenta como resultado direto do incremento das aplicações de sistemas eletroeletrônicos nos veículos modernos, surge a necessidade de criar mecanismos ou sistemas de controle deste consumo. Neste sentido, o sistema de subministro elétrico de combustível, o qual está na lista dos consumidores elétricos importantes (bomba elétrica de combustível), não poderia ficar fora desta tendência. Desta forma, surgem soluções como o sistema DECOS (Demand Controlled Fuel Supply System), o qual será objeto de estudo desta coluna.
Conceito do sistema DECOS
Se pensarmos em um sistema convencional de subministro de combustível para um veículo de injeção eletrônica, e se especificamente pensarmos na bomba elétrica de combustível, será fácil identificar que existe um desperdício de energia (corrente elétrica), já que, durante a operação normal da bomba de combustível, a mesma é acionada de forma permanente na sua capacidade máxima em qualquer condição de funcionamento ou demanda de carga do motor (exceto com ignição desligada).
Isto quer dizer que a bomba elétrica de combustível vai consumir sua corrente máxima, sem importar a condição de carga na qual o motor se encontra. Em poucas palavras, se tomamos como referência um veículo que utiliza uma bomba elétrica que consome 7,5 amperes hora (7,5 Ah), o mesmo vai consumir essa energia elétrica tanto em ralenty quanto em plena carga.
Não faz muito tempo, provavelmente consumir 2 ou 3 amperes hora a mais, não representava uma grande preocupação por parte dos fabricantes de automóveis. Mas, na medida que as tecnologias avançam, são os pequenos detalhes que fazem a diferença, e neste sentido, 2 ou 3 amperes de uma bomba elétrica, somados aos amperes consumidos por um eletroventilador e tantos outros consumidores, passam a ser controlados por um sistema de gestão de energia, o qual se encarregará de tratar de todos esses consumos de uma forma um pouco mais “inteligente”, obtendo como resultado, impactos muito positivos em consumo de combustível, emissões poluentes, potência e torque do motor, assim como, na durabilidade dos componentes elétricos controlados por este tipo de sistema.
O principio de funcionamento do sistema DECOS é relativamente simples: a bomba de combustível elétrica, ao contrario do que acontece com um sistema convencional, passa a ser acionada de forma modulada, isto é, modulando o tipo de ativação conforme a demanda especifica ou condição na qual se encontra o motor.
Desta forma, a modulação elétrica da ativação da bomba vai determinar mudanças na velocidade de giro da mesma, o que acabará consequentemente determinando uma modulação da pressão e vazão da bomba de combustível.
Ou seja, as mudanças no comportamento elétrico vão impactar diretamente no comportamento hidráulico do sistema; sendo esta a proposta original do sistema DECOS, o qual traduzido literalmente significa: Sistema de subministro de combustível controlado por demanda.
Todo este controle é realizado em sintonia com a unidade de controle eletrônico de motor (ECU), já que é ela quem determina em que momento aumentar a pressão/vazão de combustível através da modulação do acionamento elétrico; sempre em acordo com a demanda correspondente para cada fase de funcionamento do motor.
Os fabricantes de veículos e sistemas automotivos, confirmam que com a aplicação do sistema DECOS conseguem obter uma diminuição do consumo de combustível (no ciclo completo), de até 5%. Resultados nada depreciáveis principalmente considerando o valor atual do litro de combustível.
Como sempre acontece na indústria automotiva, em um primeiro momento este tipo de sistema foi aplicado exclusivamente em veículos de alta gama, os quais alguns anos atrás eram todos equipados com sistemas de injeção direta. Mas, depois de terem evidenciado todos os benefícios que este conceito traz para qualquer sistema de subministro de combustível, o mesmo já faz parte de aplicações de veículos com injeção indireta, assim como, em aplicações de motores a Diesel.
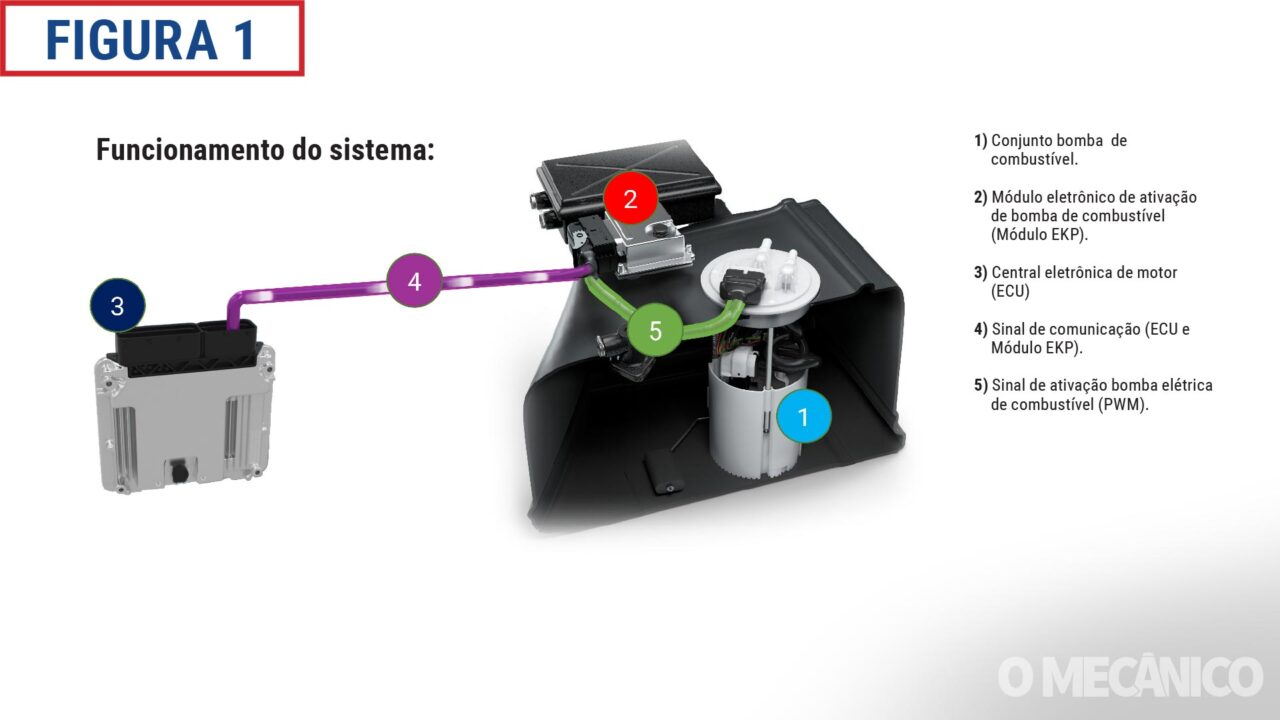
O exemplo da figura 1 corresponde a um sistema DECOS. Esta logica de funcionamento consegue um excelente desempenho em todos aqueles veículos que seguem a estratégia E-Gas (sistemas com borboleta motorizada), já que o princípio do acelerador eletrônico está baseado no conceito de demanda de carga. Quando o motorista pisa no acelerador, o sistema deve calcular o tempo de injeção, ignição e outros importantes parâmetros; desta forma, a mencionada demanda de carga, será utilizada para calcular a pressão de combustível, a qual por sua vez será definida pela ECU (3).
Uma vez que esta demanda de carga (torque do motor), foi processada e definida pela ECU (3), a mesma entrará em comunicação com outra unidade de controle eletrônico, conhecida com o nome de módulo de ativação da bomba elétrica (2), o qual geralmente se encontra localizado perto do conjunto da bomba elétrica (1) nas imediações do tanque de combustível.
Este sinal de comunicação entre a ECU (3), e o módulo de ativação da bomba (2), se encontra representada na figura acima com o número (4), sendo este um sinal de comunicação geralmente de baixa frequência (aproximadamente 20 Hz), ou dependendo do modelo do veiculo pode ser utilizado para este fim um protocolo CAN de comunicação.
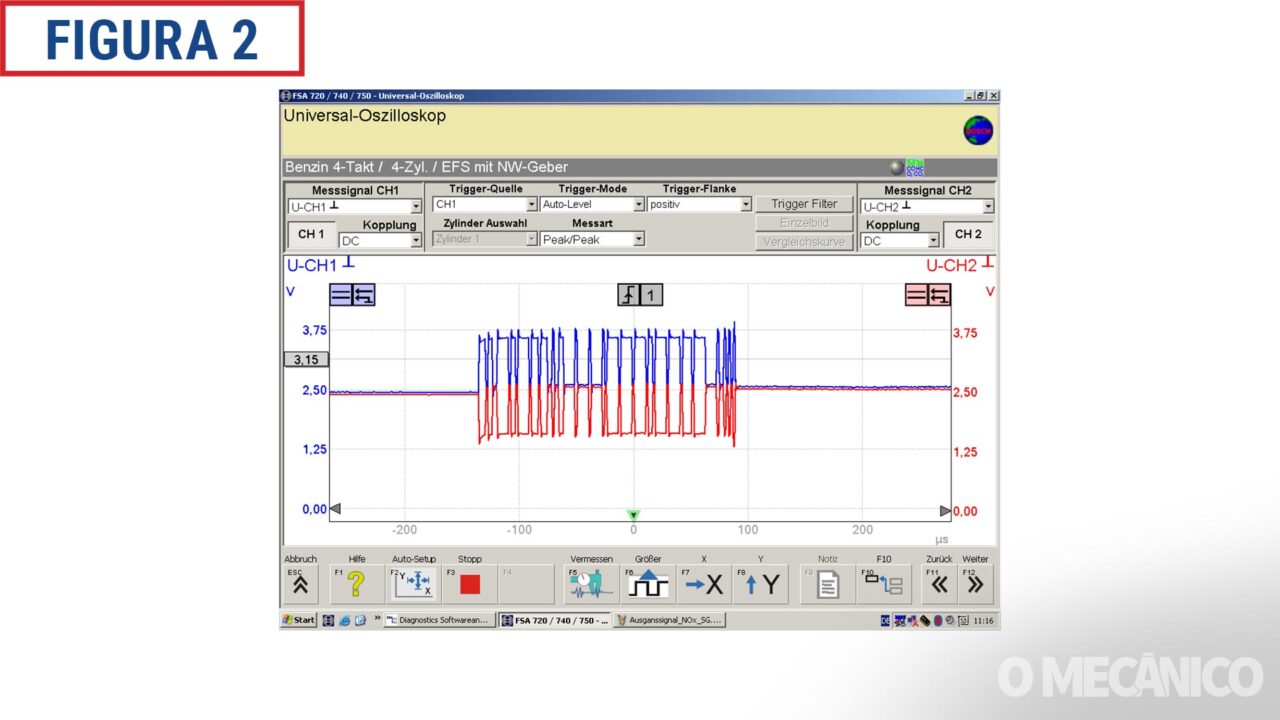
O mais importante a ser levado em consideração no diagnóstico para analisar este tipo de sinal é que se trata de um sinal de comunicação (4), o qual deve ser medido com osciloscópio para corroborar que o mesmo se encontra íntegro, ou seja, que a mensagem (sinal de comunicação) não está corrompida.
A figura 2 mostra um exemplo de um sinal de comunicação entre a ECU e o módulo EKP, para o caso de um veículo que utiliza um protocolo de comunicação CAN (Controller Area Network).
Continuando com o analise do funcionamento do sistema DECOS, vamos falar um pouco do sinal de ativação ou também conhecido como sinal de comando. Na figura 1 este sinal está representado com o numero (5), e se trata geralmente de um sinal PWM (Pulse-Width Modulation). Este tipo de sinal é frequentemente utilizado para realizar uma modulação por largura de pulso a qual no caso do sistema DECOS tem o objetivo de controlar o valor da alimentação da bomba elétrica de combustível.
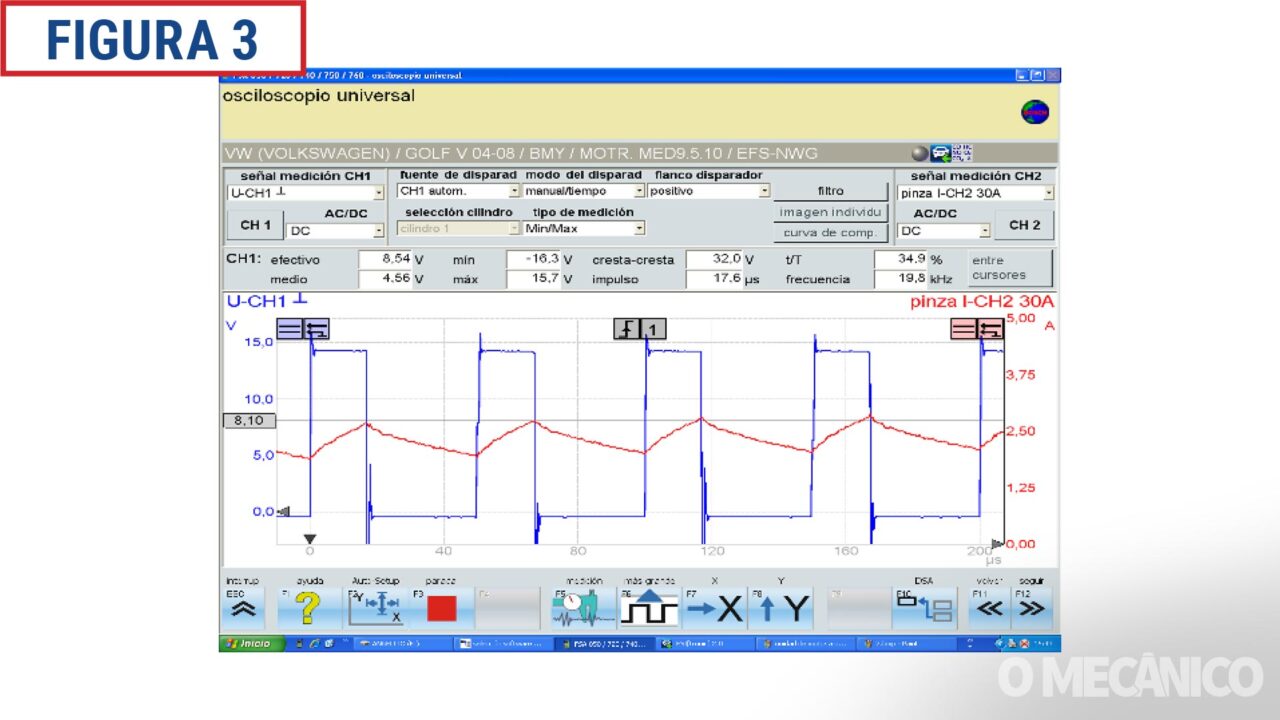
Na figura 3 é possível ver o sinal típico de ativação (5), o qual, na maioria dos casos, contará com uma frequência de ativação de aproximadamente 20 KHz.
Desde a perspectiva do diagnóstico, o que deve ser analisado em um sinal de ativação de uma bomba elétrica, são as duas magnitudes elétricas apresentadas na tela acima: a tensão de ativação (representada em azul) e a corrente consumida pela bomba elétrica (representada em vermelho).
Seguindo o formato de um sinal PWM, o pulso modulado resultante da leitura do osciloscópio (canal 1= U-CH1, na cor azul), é um pulso quadrado que neste caso recebe a tensão real da bateria do veículo (Aproximadamente 14,8 Volts), e permanece ativando e desativando a bomba elétrica em espaços de tempo muito curtos: reparem que o setup do eixo horizontal do osciloscópio (eixo X), está configurado com um valor de 200 microssegundos.
Desta forma, a bomba elétrica está ligando e desligando em uma frequência tão rápida que não seria possível medir este valor com um equipamento mais simples; por exemplo, com um multímetro.
Inclusive, se esta medição for feita com um multímetro, o valor apresentado pelo equipamento seria apenas o valor de tensão media; o qual podemos estimar que no exemplo acima, seria algo próximo dos 7,0 Volts; informação que sem dúvida poderia levar qualquer técnico a tirar conclusões equivocadas com relação ao diagnóstico, pelo simples fato de não conhecer os princípios de funcionamento do sistema, o que leva também à utilização de equipamentos não adequados para o diagnóstico.
Com relação aos valores de corrente apresentados no canal 2 (I-CH2, na cor vermelha), fica evidenciada a redução do consumo elétrico. Como é possível ver na curva de consumo de corrente, a mesma oscila entre valores de 2 e 3 amperes hora. Isto quer dizer que o consumo total ao final do ciclo completo sempre será inferior ao consumo máximo do sistema, já que o mesmo oscila conforme demanda.
Estas medições devem ser realizadas em diferentes situações de carga para poder identificar possíveis problemas (excesso de consumo elétrico ou oscilações de tensão), o que identificaria a presença de um problema elétrico ou hidráulico no sistema. Lembre-se que problemas hidráulicos podem afetar o consumo elétrico de corrente e a tensão de trabalho do sistema. Como exemplo, podemos citar um filtro obstruído, o qual aumenta consideravelmente o consumo de corrente.
Todos os sistemas de gestão de energia que controlam motores elétricos obtêm um melhor rendimento quando utilizam motores elétricos do tipo Brushless (sem escovas), já que, durante os ciclos (liga e desliga), não acontecem picos de tensão que elevam o consumo elétrico gerando esses pequenos arcos voltaicos caraterísticos dos motores com escovas. Isto não quer dizer que não existam veículos que utilizem o sistema DECOS ou similares com bombas elétricas convencionais (com escovas). Mas, para todos os casos e diante da necessidade de substituição de uma bomba deste tipo de veículo, deve ser aplicada uma bomba original com as caraterísticas especificadas pelo fabricante.
Existem muitos veículos para os quais é necessário realizar um reconhecimento do novo componente com scanner (toda vez que for substituída a bomba elétrica de combustível). Isto responde ao fato de que os diferentes módulos que controlam esta bomba devem adequar os perfis de ativação conforme a resistência interna, consumo elétrico e outros valores de ajuste necessários via software.
artigo por Diego Riquero Tournier publicado originalmente na Revista O Mecânico (ed. 347, março/2023) fotos Arquivo Bosch
Saiba nesta reportagem como diagnosticar o sistema e veja o passo a passo completo da troca dos discos e pastilhas de freio do Chevrolet Agile com ABS, incluindo sangria e regulagem do freio de estacionamento.
Para que a manutenção do sistema de frenagem esteja em dia, o trabalho de orientação do mecânico ao cliente sobre os elementos de desgaste deve ser constante. A verificação deve ocorrer a cada 10 mil km, por se tratar do principal sistema de segurança do veículo. O mecânico tem que estar ciente do estilo de condução de seu cliente e o trajeto que ele percorre, pois, isso está ligado diretamente à forma como se desgastam os discos, pastilhas, lonas e tambores.
O desgaste de um veículo para o outro, e de um cliente para o outro, pode variar. Mas nunca deve ultrapassar os limites determinados pelas fabricantes, assim como, as condições dos componentes. Trincas, empenamento, irregularidades com as pistas de atrito ou com os itens de frenagem não devem ser admitidos em nenhum caso, seja o cliente um condutor com estilo de condução mais agressivo ou se este trafegar em solos acidentados.
Análise do freio do Chevrolet Agile com ABS
No caso desta reportagem, foram analisados os freios dianteiros e traseiros do Chevrolet Agile 1.4 LTZ 2012 com ABS. Este possui freio a disco para as rodas do eixo dianteiro e freios a tambor para o eixo traseiro. O veículo possuía quilometragem relativamente alta, com 146 mil km rodados. A suspeita era de que os discos de freio ainda eram os originais de fábrica, mas que o sistema já havia passado por algum tipo de manutenção anteriormente.
O proprietário do veículo não se queixava de nenhum tipo de ruído ou problema com o sistema. O exame dos componentes de frenagem revelou oxidação no cubo de roda, na face interna de contato do disco de freio, assim como uma marca na pista de atrito entre o disco e a pastilha.
A análise também revelou que os discos de freios haviam passado do limite mínimo estabelecido pela fabricante. No lado dianteiro direito, o disco tinha espessura de 17,5 mm e do lado dianteiro esquerdo, 16,9 mm. A espessura mínima admitida para o disco do Agile 1.4 com ABS é de 18,5 mm. Assim, não há possibilidade de retífica: a única correção possível seria a troca.
As pastilhas de freio apresentaram 4 mm de espessura. Conforme comentou o consultor de Pós-Venda da Fras-le, Ronilso Toledo, o melhor a se fazer é a substituição. “Elas ainda poderiam ter uma certa vida útil, curta, mas por causa de já estarmos realizando a manutenção do veículo, nós fizemos a troca dessa pastilha”, informa.
Vale ressaltar que para a medição da massa de atrito da pastilha de freio, pode ser utilizado um paquímetro convencional. Mas para medição da espessura do disco de freio, é necessária a utilização de um paquímetro especial ou um micrômetro.
Não é possível usar o paquímetro convencional para medir espessura de discos por causa das rebarbas do disco usado. Como a ferramenta possui apalpadores retos, as rebarbas impedem a leitura tocando a pista de atrito corretamente.
No eixo traseiro, ao realizar a intervenção no sistema de freio a tambor, fique atento com a contaminação gerada, já que o sistema não permite que o resíduo do atrito entre lona e tambor se dissipe no ambiente. Esse material proveniente do desgaste se acumula dentro do tambor de freio, o que é normal.
Por isso, é importante realizar a limpeza do sistema a tambor, seja em ocasiões de inspeção dos componentes internos ou até mesmo nas substituições de componentes, como o caso dessa reportagem. Conforme o movimento do tambor, esse desgaste de material acumulado no sistema pode causar a degradação acelerada das lonas de freios e sintomas como ruídos do componente. A sujeira também pode provocar travamento das articulações dos patins de freio.
Vale lembrar que, nessa limpeza, não se deve utilizar nenhum produto que tenha derivados de petróleo, pois, eles podem prejudicar os componentes de borracha e materiais de atrito de lonas e pastilhas. Faça uso de produtos biodegradáveis. Água e sabão já é suficiente, desde que não entre em contato com o fluido no circuito.
Para que todo o sistema mencionado possa ser acionado, é importante que os componentes internos como cilindro mestre, êmbolos e pedal de freio estejam em boas condições. É dever do mecânico incluí-los na inspeção preventiva.
Outro fator de suma importância é o fluido de freio, pois este possui características de absorver a umidade do ar, chamada de higroscopia. Mesmo que o sistema possua vedações, o fluido é contaminado pelo ar que adentra ao sistema através da tampa do reservatório.
Os componentes internos no sistema de freio também podem sofrer contaminação por este efeito da higroscopia no fluido. Pois, as propriedades do fluido de freio começam a ser alteradas, tornando-o ácido com o tempo. A contaminação também é a principal responsável por abaixar a temperatura de ebulição do fluido, causando a perda de eficiência do sistema de frenagem quando quente – o famoso fading.
Por todos esses fatores, o fluido de freio precisa ser substituído periodicamente: recomenda-se a troca preventiva a cada dois anos ou 20 mil km. No caso do Agile com ABS, a especificação a ser utilizada é DOT 4.
Dicas de diagnóstico dos freios no Chevrolet Agile
De acordo com o supervisor de Treinamento da Nakata, Eduardo Guimarães, um teste importante a ser executado antes da desmontagem dos elementos do sistema de freios é o teste de torque residual. Este procedimento é utilizado para verificar se há funcionamento correto do retorno do êmbolo da pinça.
Para isso, acione o pedal de freio do veículo e verifique o aprisionamento da roda. Após, alivie a pressão exercida no pedal e confira se o conjunto roda/pneu gira livremente, sem nenhum tipo de travamento ou contato residual da pastilha de freio com o disco.
Se após o alívio do pé no pedal de freio houver o contato da pastilha com o disco, há a necessidade da desmontagem da pinça de freio para verificação do êmbolo de acionamento e dos pinos deslizantes. Observe se os componentes estão funcionando sem qualquer restrição que possa ocasionar o travamento.
Aproveite a ocasião para verificar as condições dos flexíveis de freio e do circuito como um todo, incluindo o chicote do ABS, conexões com o módulo de gerenciamento do sistema etc.
Remoção do disco de freio e pastilhas dianteiras
1) Com as rodas do veículo ainda apoiadas no solo (1), quebre o torque dos parafusos da roda com auxílio de uma chave de roda ou cabo de força. Após, erga o veículo e faça a remoção completa dos parafusos e do conjunto roda/pneu.
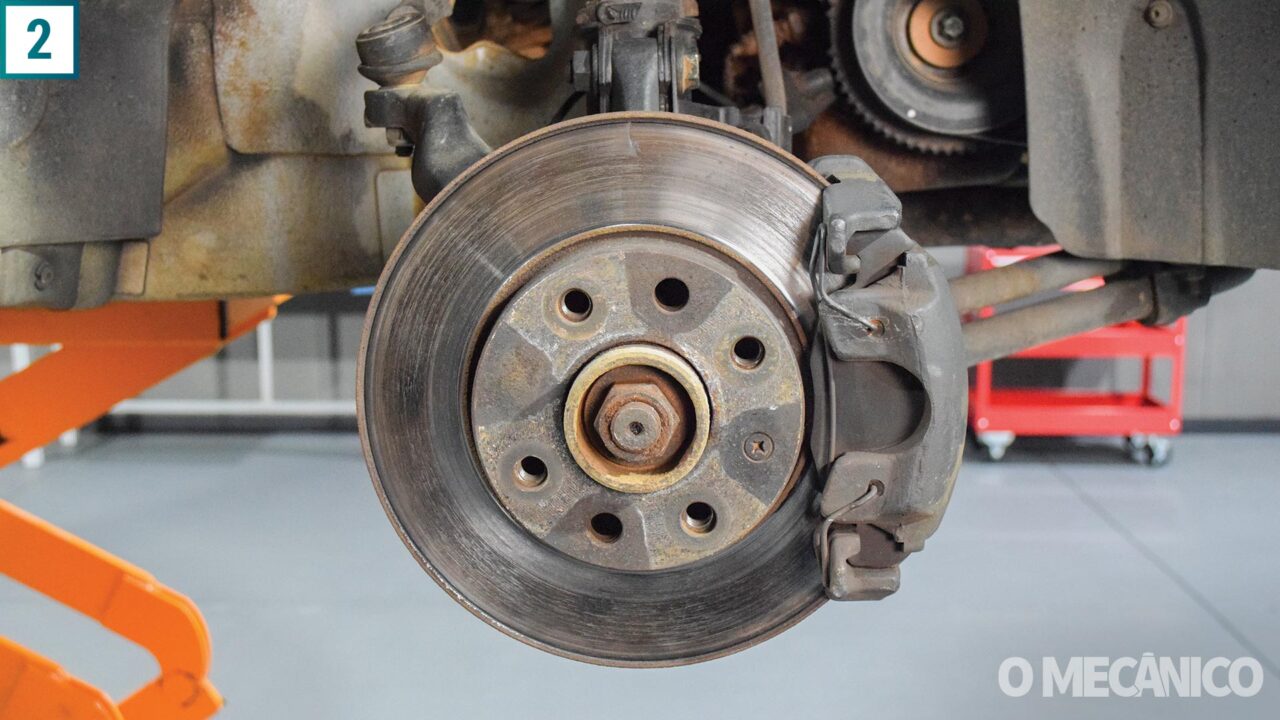
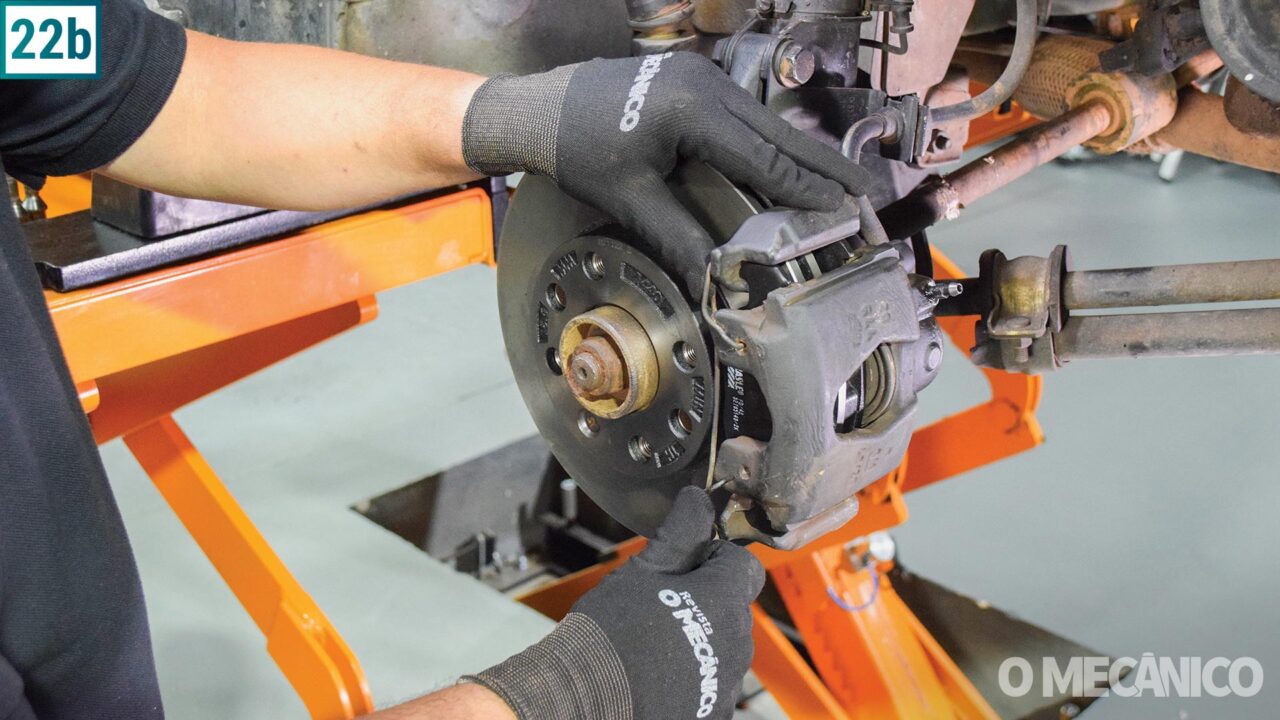
2) Efetue uma análise visual dos componentes do sistema de frenagem (2). É possível identificar que há uma ranhura aparente na pista de atrito do disco de freio com as pastilhas, mas o desgaste na face do disco não está fora do comum. A suspeita é de que essa ranhura possa ter ocorrido por causa do manuseio de ferramentas incorretas no componente em manutenções anteriores.
3) Para executar o processo de remoção do conjunto de pinça e disco de freio, comece com o esgotamento do fluido velho. Insira a mangueira com o coletor de fluido velho, abra o sangrador com o auxílio de uma chave 7 mm e utilize uma chave fenda para realizar o afastamento da pastilha de freio com o disco (3). Vale lembrar que o procedimento é apenas um afastamento e não o recuo do pistão. Após afastar a pastilha, feche o parafuso sangrador e retire o fluido de freio.
4) Faça a remoção da trava de segurança da pinça de freio (4).
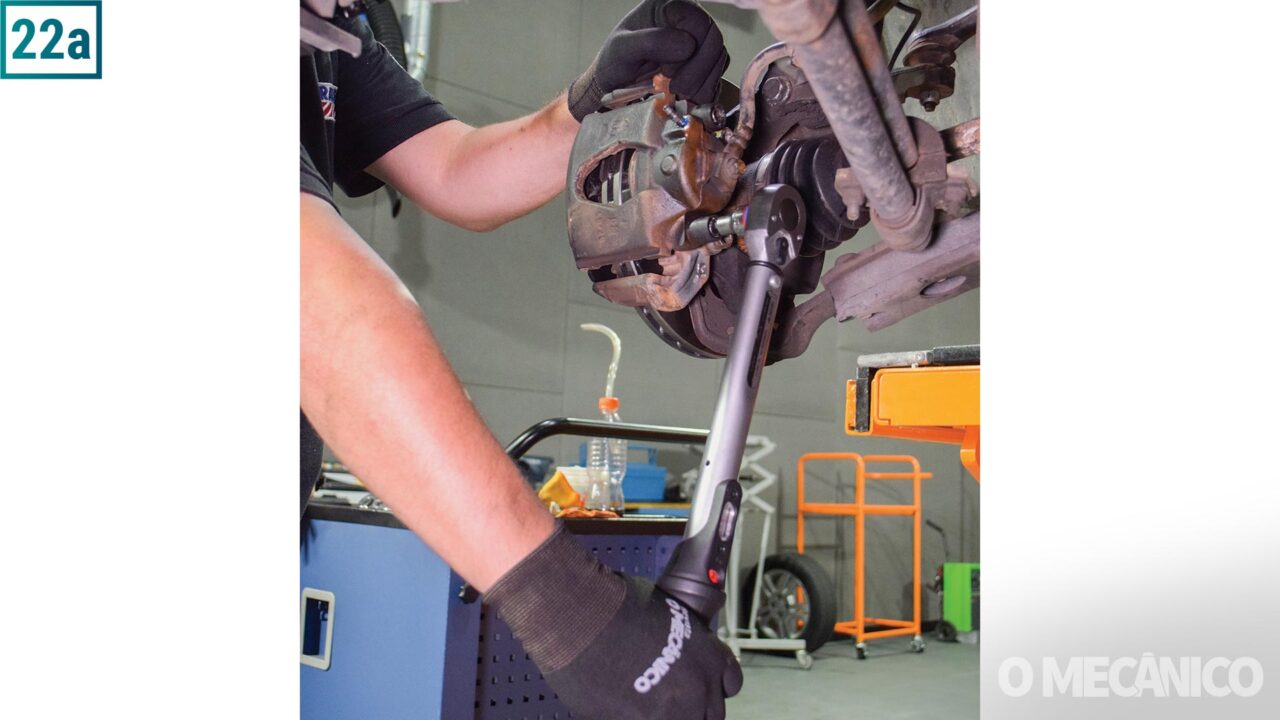
5) Esterce o conjunto para facilitar o procedimento de retirada das fixações da pinça de freio. Utilize um cabo de força com soquete Allen 7 mm para retirar o torque dos dois parafusos de fixação da pinça de freio (5). Posteriormente é possível usar uma chave catraca para facilitar a remoção.
6) Apoie a pinça de freio com auxílio de um gancho para que não haja deformação com o flexível de freio (6). “Essa pinça não deve ficar pendurada, porque você pode deformar, estragar o flexível. Ele é feito de diversas camadas e elas podem ter alguma ruptura. Então é importante prender com um gancho a pinça, para não ficar pendurada com seu peso em cima do flexível”, alerta o supervisor de Treinamento da Nakata, Eduardo Guimarães.
7) Retire as pastilhas de freio e inicie o procedimento de remoção do cavalete quebrando o torque dos dois parafusos de fixação. Utilize um cabo de força com soquete allen 10 mm. Após a retirada do torque, use uma chave catraca para facilitar a remoção do componente (7).
8) Após a remoção, faça uma inspeção visual do cavalete. Foi notado o uso de trava química na rosca do parafuso para ajudar nas fixações do componente (8).
9) A fixação do disco de freio em relação ao cubo de roda é feita por meio de um parafuso-guia phillips. A remoção do parafuso é simples, porém, em alguns casos o componente sofre com alta oxidação, o que dificulta o trabalho do mecânico. Nesse caso, você pode utilizar um parafuso de roda e uma chave como espécie de alavanca para evitar que o disco gire e assim, realizar a remoção do parafuso (9).
10) Com o disco de freio retirado (10a), analise as condições do cubo de roda (10b). “Ele é um componente que tem contato direto com o disco de freio, se ele tiver alguma deformação ou até mesmo impurezas que sirvam de interferência entre ele e o disco, você vai ter sintomas de trepidação de freio”, comenta Eduardo Guimarães.
Diagnóstico dos componentes na bancada
11) Com os componentes retirados do carro, verifique o nível de desgaste. Comece comparando a pastilha de freio usada com a nova. Verifique se as abas e a geometria com o novo componente são iguais. Análise a espessura da massa de atrito da pastilha de freio, a fim de diagnosticar a vida útil do componente (11).
12) Com o disco de freio em mãos, análise as condições em que o componente se encontra. “O disco de freio retirado do veículo possui uma certa rebarba e uma marca que possivelmente foi um esforço mecânico realizado em algum momento da vida do veículo”, informa Ronilso ao encontrar uma marca de entalhe no disco de freio (12).
13) A medição do disco de freio deve ser realizada com a utilização de um paquímetro especial para discos de freio ou micrometro (13). O disco do lado direito apresentou espessura de 17,55 mm. A medida mínima que o componente deve apresentar é de 18,5 mm.
14) Já o disco de freio do lado esquerdo apresentou 16,9 mm de espessura (14), ainda mais abaixo da medida mínima. “Essa diferença de 6 décimos entre um disco e outro não caracteriza uma anomalia do sistema. Essa diferença pode ser devido ao estilo de condução do motorista, o trecho que ele trafega ou até o próprio ambiente. Então, essa diferença não quer dizer que exista um problema no carro, mas o que encontramos aqui é que a espessura em ambos os discos está abaixo do mínimo que é de 18,5 mm”, explica o especialista da Fras-le.
Montagem dos componentes de frenagem
15) Antes da montagem do novo disco de freio no veículo, verifique as condições de desgaste e contaminação do cubo de roda. A superfície dos cubos apresentou bastante oxidação. Eduardo Guimarães comenta sobre os sintomas ao montar um disco de freio novo sem efetuar a limpeza do cubo de roda: “Isso cria uma interferência entre o cubo e o disco de freio, podendo gerar uma possível deformação e percepção de trepidação no momento da frenagem. É muito importante realizar a limpeza da superfície com lixa ou com uma escova de aço” (15).
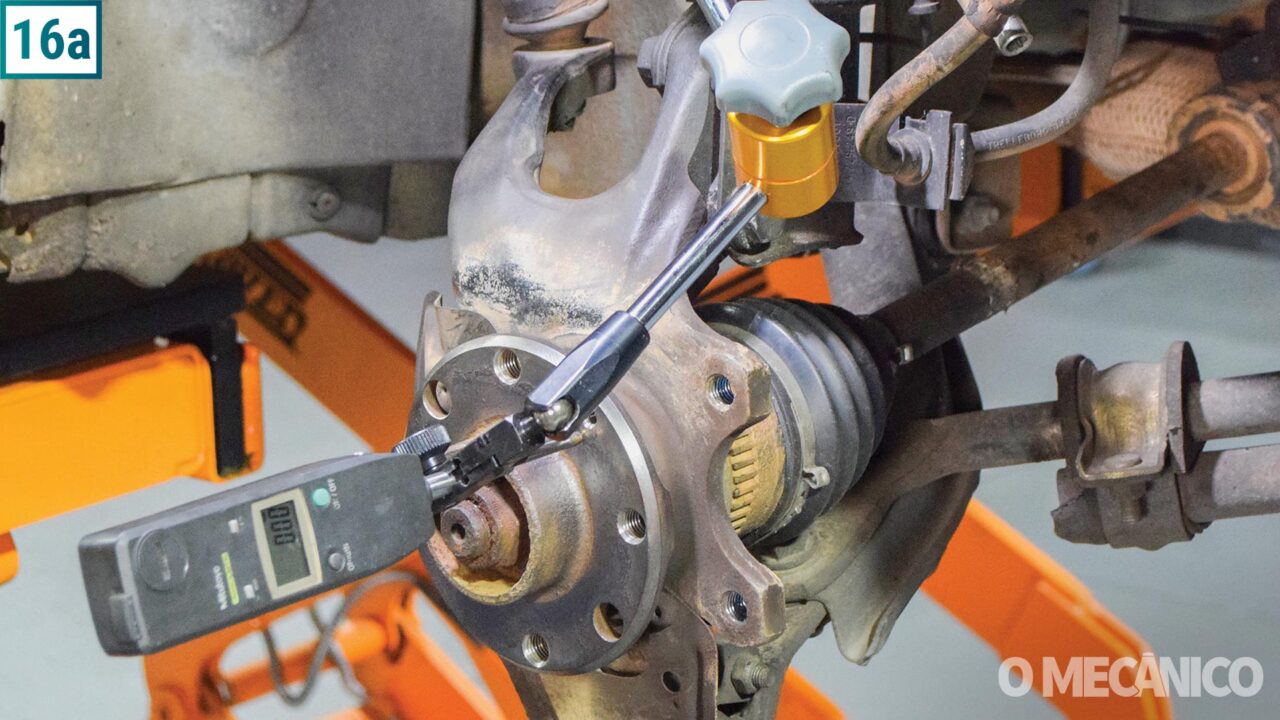
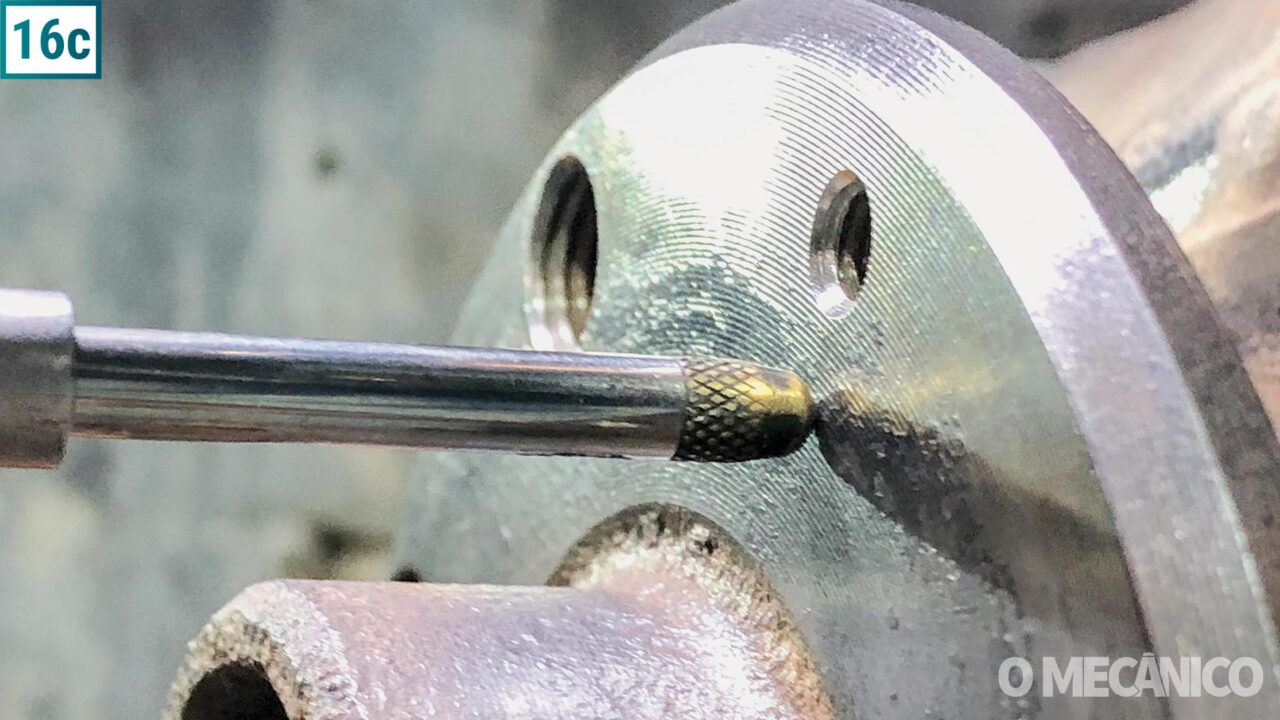
16) Cubo de roda limpo, verifique o empeno que a superfície apresenta. Faça uso de um relógio comparador para esta medição ao longo da superfície do cubo de roda (16a) e atente-se ao ponto de apoio da base magnética (16b). “O posicionamento do apalpador tem que estar perpendicular à superfície do cubo de roda”, explica Eduardo (16c).
Obs: O empeno máximo para a superfície do cubo de roda é de 5 centésimos e para o disco de freio são 10 centésimos. O empeno máximo encontrado em ambas as rodas foi de 2 centésimos. Portanto, os cubos estavam em ótimas condições
17) Faça a instalação do disco novo no cubo de roda e utilize o parafuso-guia para fixação (17). O disco de freio da Fremax para o Agile 2012 com ABS possui o código BD 1440. Segundo a fabricante, o disco da Fremax possui uma camada protetiva que não precisa ser limpa antes da instalação.
18) Em seguida, monte o cavalete e, para fixá-lo, use uma chave catraca com soquete allen 10. Apenas encoste o parafuso em um primeiro momento e, depois, usando um torquímetro, aplique o torque de 100 Nm (18).
19) A pinça de freio possui dois pinos deslizantes. Retire-os (19a) e analise as condições dos componentes (19b). Os pinos não apresentaram nenhum tipo de avaria ou oxidação. Desta maneira, foi realizada a lubrificação e a reinstalação de volta na pinça de freio (19c).
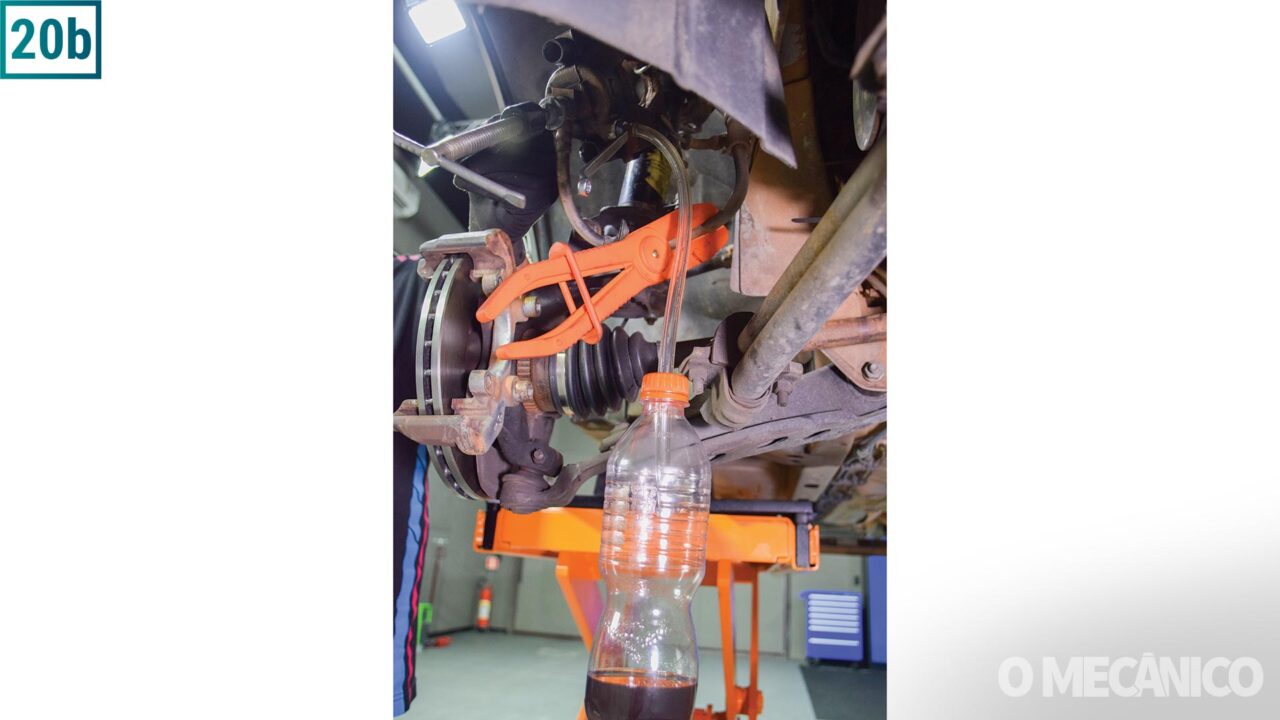
20) Antes de montar a pinça de freio no cavalete é necessário realizar o retorno do êmbolo da pinça. Para esse procedimento, antes, estrangule o flexível de freio com ferramenta apropriada e use uma chave 7 mm para abrir o parafuso sangrador após inserir a mangueira com o coletor de fluido. Com auxílio de uma ferramenta universal e a pastilha velha retirada do veículo, faça o recuo do êmbolo de maneira uniforme (20a, 20b e 20c).
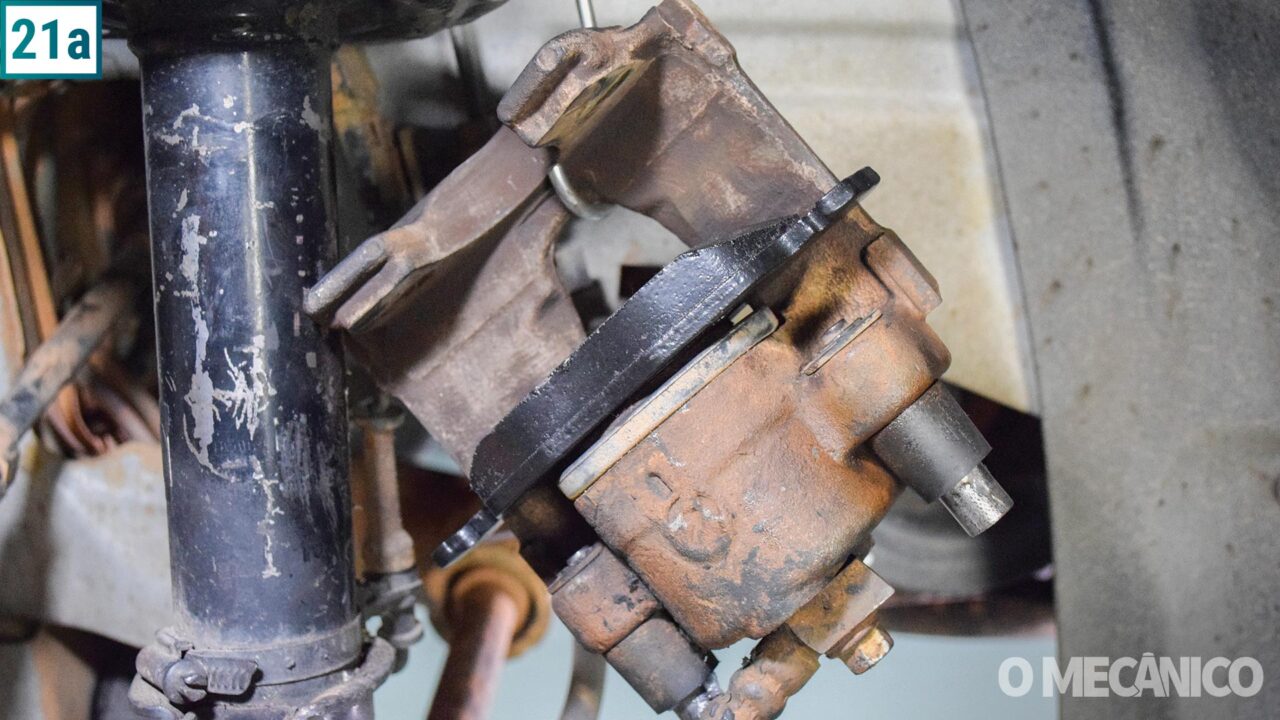
21) Após o recuo do êmbolo ser efetuado, feche o parafuso sangrador da pinça, retire o coletor do fluido velho e a ferramenta que estrangula o flexível de freio. Remova a pastilha velha que foi utilizada para recuar o êmbolo do pistão e monte as novas pastilhas. Uma pastilha é instalada na pinça de freio (21a) e a outra é posicionada no cavalete (21b).
22) Instale a pinça de freio e encoste os parafusos de fixação dos pinos deslizantes. Depois, aplique o torque de 27,5 Nm com auxílio de um soquete Allen 7 mm (22a). Finalize a montagem do freio dianteiro com a instalação da trava da pinça de freio (22b).
Limpeza e substituição dos componentes de frenagem traseiro
23) Para iniciar a desmontagem dos componentes do freio traseiro, solte o freio de estacionamento e remova o conjunto roda/pneu traseiro. Após, remova o guarda-pó que protege a fixação do tambor traseiro com auxílio de uma chave de fenda (23). Utilize a chave como uma alavanca, tomando cuidado para não danificar o guarda-pó e o tambor de freio.
24) Retire a cupilha de travamento da porca-castelo (24a) com cuidado para não danificar ou cortar o componente. Em seguida, utilize um cabo de força com soquete 24 mm para remoção da porca-castelo (24b).
25) Verifique que há uma arruela de encosto e o rolamento externo do tambor (25a e 25b). Retire-os para remoção do tambor de freio traseiro (25c).
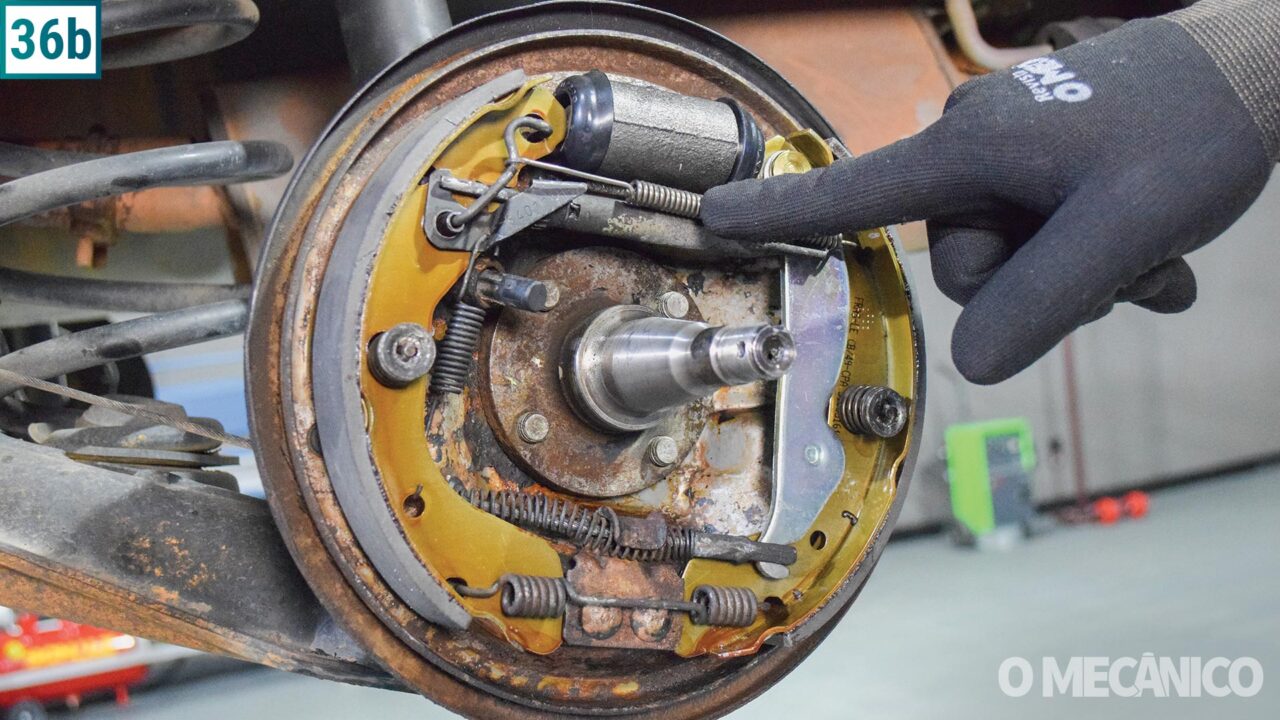
26) Faça uma análise geral do estado dos componentes internos do tambor do freio traseiro (26).
27) Verifique o cilindro de roda e atente-se à utilização de ferramentas nessa região (27). Os guarda-pós são feitos de borracha e não podem sofrer nenhum tipo de rasgo, por isso, nada de usar chave de fenda ou outros elementos cortantes. Analise se o componente possui alguma indicação de rasgos ou até mesmo se há vazamento de fluido de freio pelas gaxetas.
28) Analise o desgaste nas lonas de freio (28a) e nas molas de retorno do sistema (28b e 28c). Após a verificação, foi constatado que não havia vazamento no cilindro de roda traseiro e as lonas de freio ainda possuíam condições de uso, porém, a título de demonstração, foi feita a substituição dos componentes.
29) Para determinar o desgaste do tambor de freio, faça a medição do diâmetro interno do tambor com a utilização de um paquímetro (29a). Realize a medição em diferentes pontos, a fim de verificar se o tambor de freio traseiro não apresenta ovalização e verifique a área de atrito do tambor (29b). O componente apresentou 200 mm de diâmetro, dentro da tolerância máxima permitida de 201 mm.
30) Prossiga com a desmontagem dos componentes, iniciando pela mola superior que faz o tensionamento da catraca de regulagem do sistema das lonas traseiras. Prossiga com a remoção dos pinos centralizadores das sapatas de freio (30) e remova o conjunto de lonas com o mecanismo do freio de estacionamento.
Atenção! Ao retirar a mola dos pinos centralizadores, a tendência é que o conjunto das sapatas de freio com o mecanismo do freio de estacionamento se desprendam. Realize o procedimento com cautela.
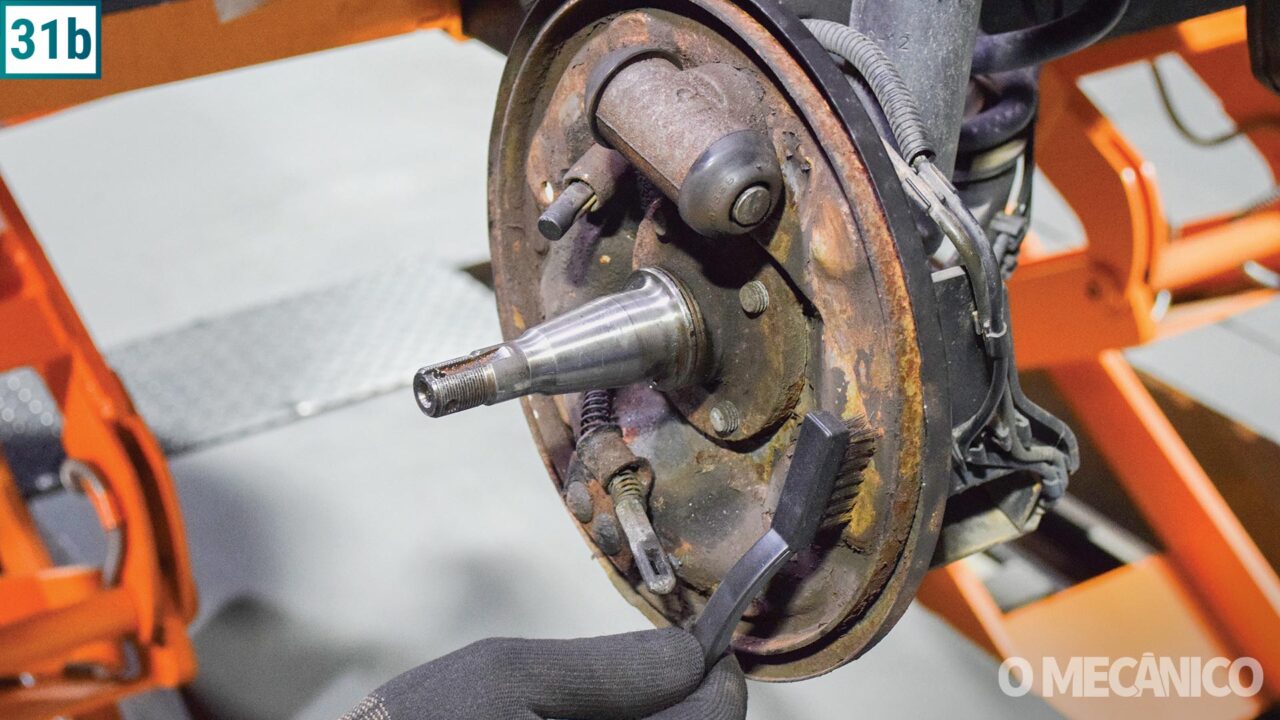
31) Após a inspeção e a retirada dos componentes (31a), realize a limpeza do conjunto utilizando uma escova com cerdas de aço para retirada do excesso de contaminação (31b). Use produto biodegradável para evitar a contaminação do conjunto (31c).
32) Com auxílio de uma chave 10 mm para soltar a tubulação de alimentação do cilindro de roda (32a) e uma chave 8 mm remover o parafuso de fixação ao espelho de freio (32b), retire o cilindro de roda.
Montagem dos novos componentes
33) A montagem dos novos componentes para o freio traseiro deve seguir a ordem inversa da desmontagem. Porém, há alguns detalhes na montagem da sapata de freio que merecem atenção. É possível observar que há uma bucha (33) para apoio do gatilho do sistema de regulagem automática dos freios. Essa bucha não vem com os componentes novos, por isso, é necessário transferi-la do componente antigo para o novo.
34) Após a transferência da bucha para a nova sapata, a montagem do sistema é composta pelo gatilho, a catraca de regulagem automática do sistema, mola centralizadora e a mola de retorno do gatilho (34).
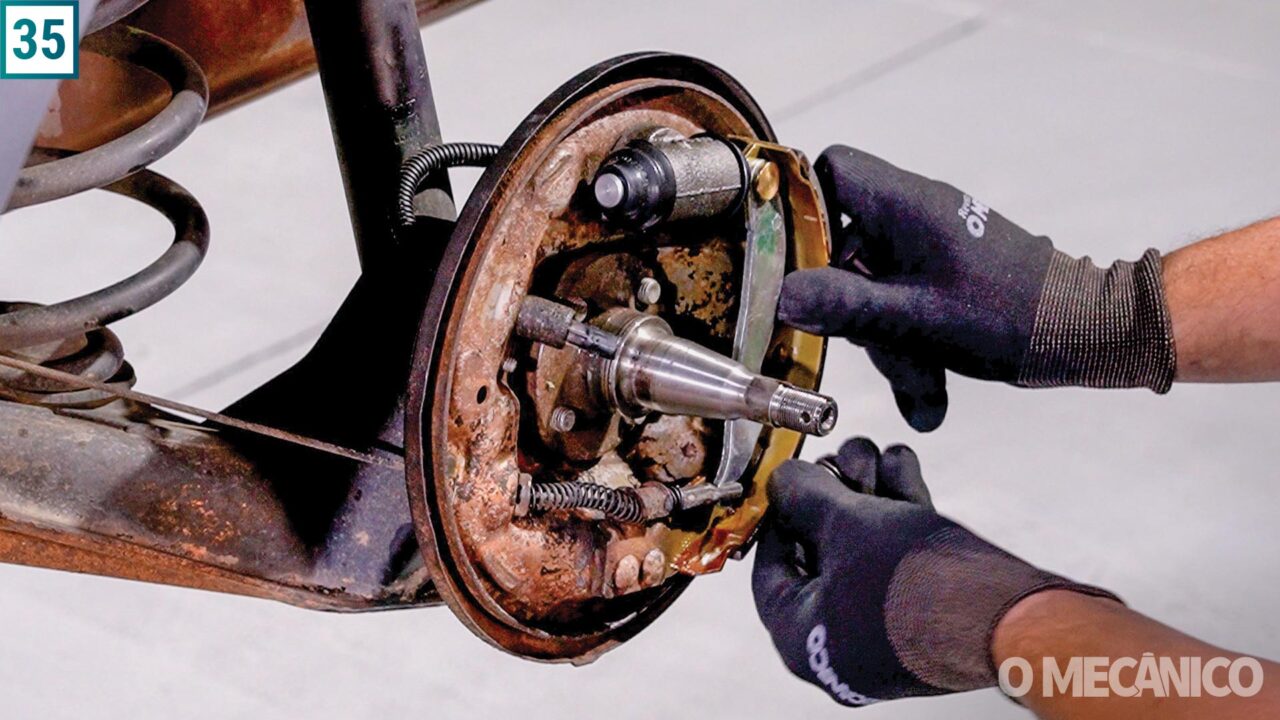
35) Na instalação da lona traseira no espelho do tambor, observe o encaixe da alavanca do freio de estacionamento em relação à mola do freio de estacionamento (35).
36) Faça a instalação da sapata de freio que contém a regulagem automática do freio e atente-se a dois pontos. O primeiro é a instalação do pino com a mola e o prato centralizador para garantir a fixação da sapata no espelho do tambor (36a). O segundo ponto é o posicionamento do sistema de regulagem automática dos freios (36b) e (36c).
37) Após a instalação do tambor de freio no conjunto, não se esqueça da cupilha de travamento da porca-castelo (37) e finalize a instalação dos componentes do sistema de freio traseiro.
Sangria do sistema e regulagem do freio de estacionamento
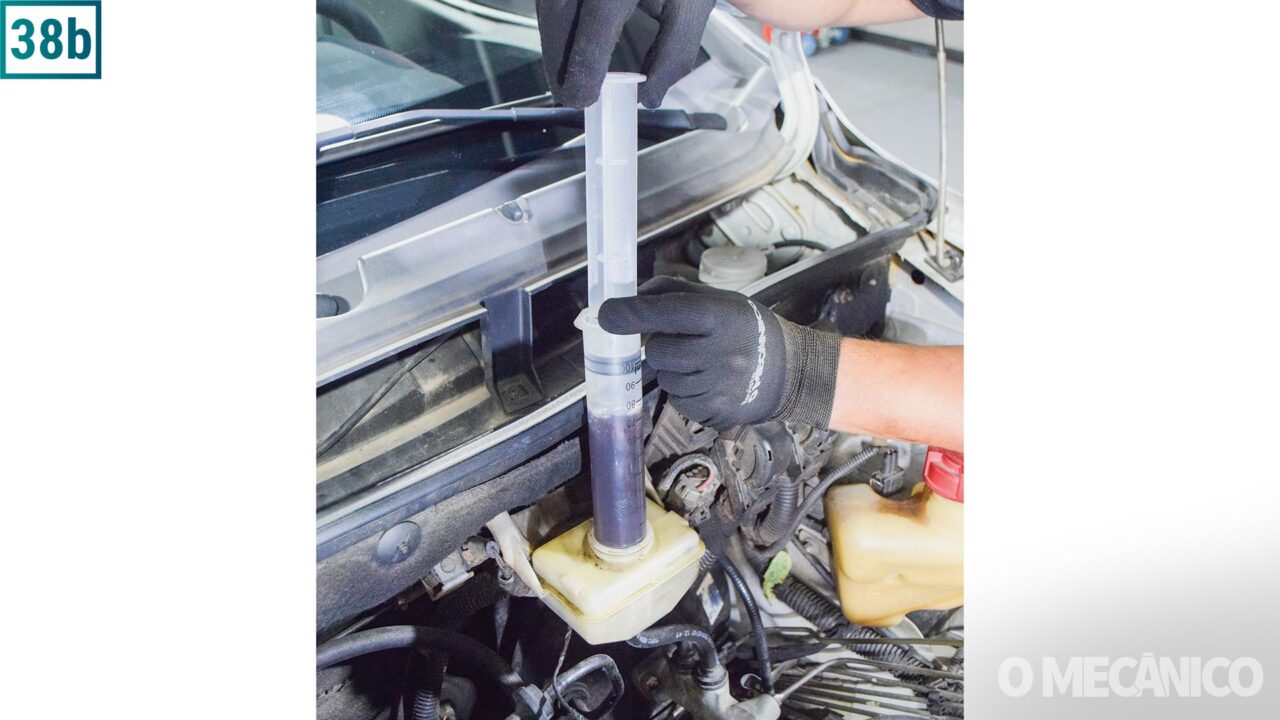
38) Inicie o processo de substituição do fluido de freio (38a) retirando o fluido antigo do reservatório do fluido de freio com auxílio de uma seringa (38b). Após, faça a limpeza do reservatório do fluido de freio com produtos biodegradáveis para que não haja contaminação do fluido velho com o novo que será abastecido no local.
39) Neste ponto, os técnicos fizeram a comparação do fluido de freio velho com o novo (39). É possível notar que o fluido velho (à esquerda) está muito mais escurecido do que o fluido novo (à direita). “O fluido velho nessas condições, por causa de diferentes fatores, como por exemplo o efeito higroscópico, tende a deteriorar os componentes do sistema hidráulico como cilindro-mestre, cilindro de roda etc. “, informa Eduardo Guimarães.
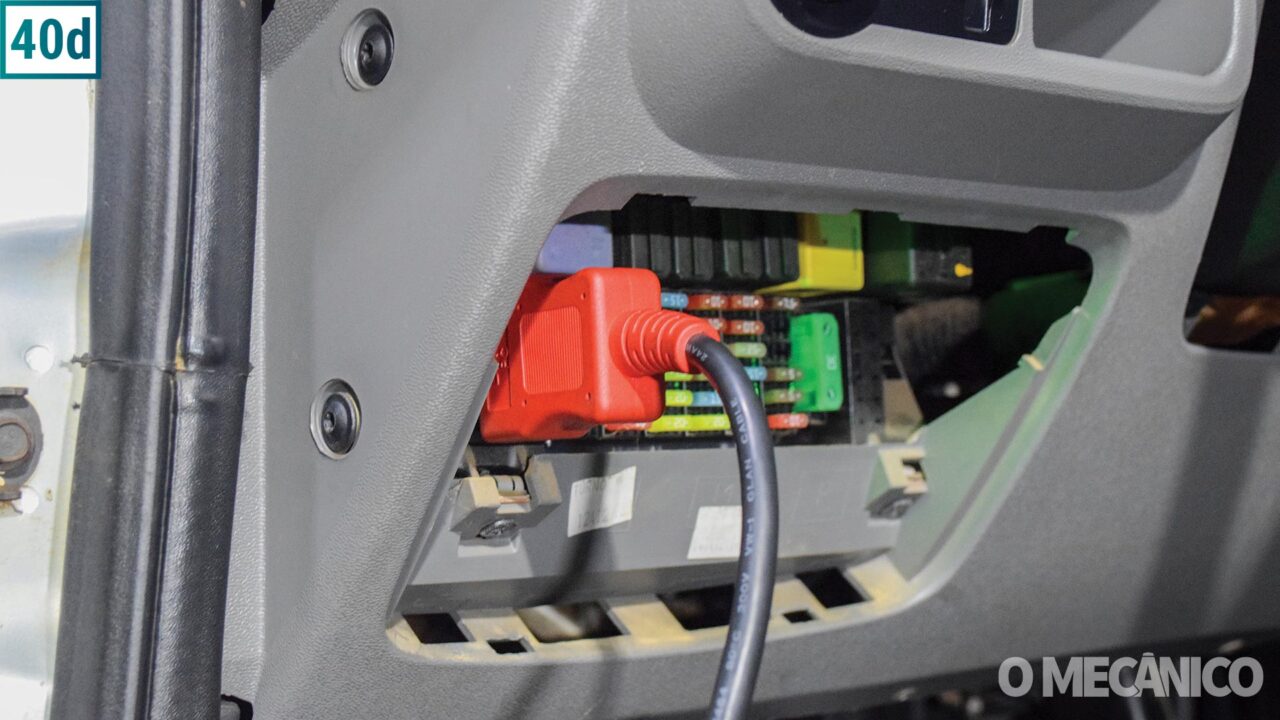
40) Faça o abastecimento do reservatório do fluido de freio com o novo fluido (40a). Conecte o bocal da máquina que está abastecida com o novo fluido (40b) e (40c). No manual de manutenção do veículo não há indicação do uso de scanner para o procedimento de sangria das rodas, porém, foi conectado o aparelho de diagnóstico atualizado na entrada OBD do veículo e a função para sangria dos freios não foi habilitada para este ano/modelo (40d). Desta forma, a sangria do sistema foi efetuada de maneira convencional, com a pressurização do sistema pela máquina e seguindo a ordem de sangria determinada pela fabricante.
41) Conforme o manual, inicie a sangria pela roda mais distante do cilindro-mestre, sendo a roda do eixo traseiro do lado direito e siga a ordem em “Z”: traseiro-direito, traseiro-esquerdo, dianteiro-direito e dianteiro-esquerdo (41).
42) Para efetuar a regulagem do freio de estacionamento, puxe 3 níveis do freio de mão na cabine do veículo (42a) e, acima do eixo traseiro, faça a regulagem do dispositivo do freio de estacionamento com o auxílio de uma chave 6 mm para travar o dispositivo e uma chave 11 mm para a porca de regulagem (42b).
Obs: Com os 3 níveis do freio de mão acionados, os tambores de freio traseiros têm que apresentar resistência total ao giro. Ao liberar o freio de estacionamento, o conjunto deve girar livre. Caso contrário, há necessidade de se efetuar uma nova regulagem para que os freios de estacionamento funcionem corretamente.
43) Para finalizar o serviço, instale o conjunto roda/pneu, apoie o veículo com as 4 rodas no solo e aplique o torque de 110 Nm nos parafusos de roda (43). Antes de entregar o veículo ao cliente verifique a eficácia do sistema de frenagem com um teste de rodagem. Vale orientar o cliente sobre a importância do pré-assentamento dos componentes de frenagem. “Durante os primeiros 500 quilômetros, não se deve usar esse material de atrito de forma abusiva, porque pode gerar um excesso de temperatura que vai ser prejudicial ao assentamento dos componentes, à durabilidade, fazendo com que a vida útil dessas peças seja menor”, conclui Guimarães.
Colaboração técnica:Fras-le, Fremax, Nakata e Controil Mais informações: Fras-le: 0800-7-512-169 //Nakata: 0800-707-8022