
Por Fernando Landulfo
Fotos Leonardo Barboza
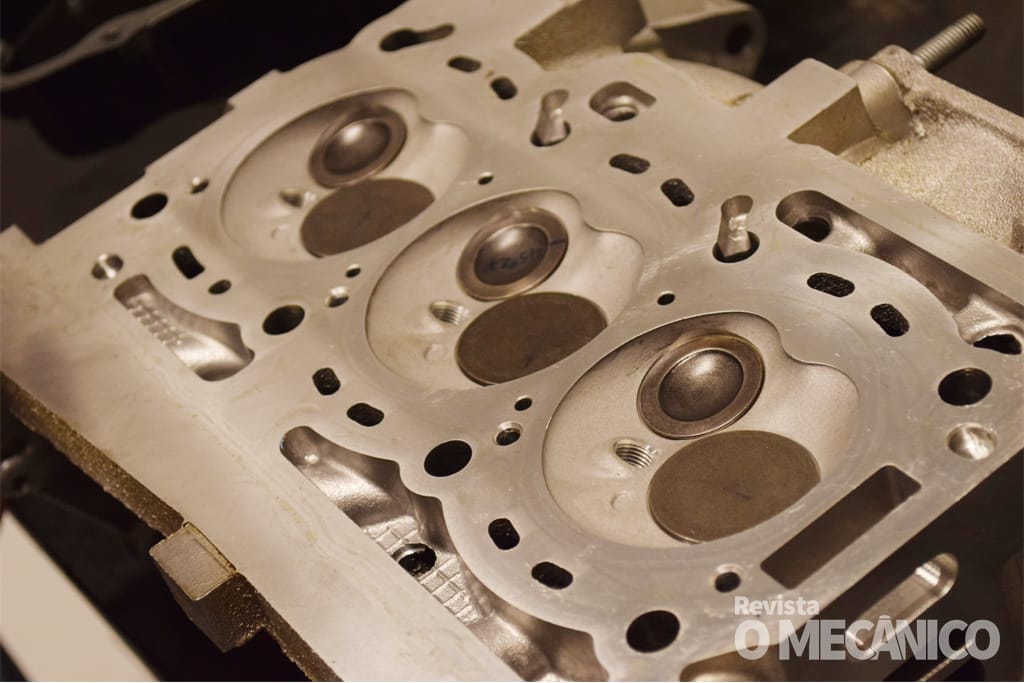
Todo mecânico sabe que o cabeçote tem a função de “tampar” os cilindros, formando as câmaras de compressão (compressores) e combustão (motores de combustão interna), assim como, suportar: válvulas de admissão e escape (e seus respectivos mecanismos de acionamento), velas de ignição, bicos injetores e velas de aquecimento.
Também é de conhecimento do “Guerreiro das Oficinas”, que o cabeçote é um dos principais responsáveis pela taxa de compressão do motor ou do compressor.
Pois bem, todo cabeçote instalado sobre câmaras de compressão de sistemas cíclicos alternativos (aqueles que funcionam baseados no movimento de pistões) tende a deformar (empenar).
Não importa se o mesmo se encontra montado sobre os cilindros de um motor de combustão interna (ciclo Otto ou Diesel) ou de um compressor de ar.

Essa tendência ao “empenamento”, natural do funcionamento da peça, fruto das inúmeras forças e variações de temperatura a que o mesmo é submetido, não só é prevista pelos projetistas, como compensada pela: quantidade, posição e forma de desinstalação, reinstalação e “reaperto” ( sequencia e forma e torque) dos seus elementos de fixação. Assim como, pela espessura e material com que o cabeçote é fabricado.
Ou seja, o cabeçote não só é dimensionado para suportar as elevadíssimas variações de pressão e temperatura (compressão e combustão no caso dos motores) a que é submetido, como a resistir aos esforços que tendem a deformá-lo.
Em outras palavras: se o cabeçote se encontra dentro das tolerâncias dimensionais definidas pelo fabricante, foi instalado corretamente e o motor opera sob condições de projeto, é muito, mas muito difícil mesmo, que ocorra uma deformação significativa (empenamento) no mesmo.
No entanto, quando ocorre um superaquecimento as dilatações térmicas que determinadas peças do motor (pistões, cabeçote e seus elementos de fixação) ultrapassam as tolerâncias dimensionais definas pelos projetistas. Tem-se então por exemplo: “engripamento” dos pistões contra os cilindros, “esticamento” excessivo e permanente dos parafusos de fixação do cabeçote e consequente “queima” da junta e deformação do cabeçote.
Num passado não muito longínquo, os cabeçotes, assim como os blocos dos motores, eram feitos de ferro fundido, fixados uns contra os outros por robustos elementos de fixação (parafusos ou prisioneiros). A vedação era feita por meio de juntas compostas de fibras e metais. Como as mesmas se deformavam com relativa facilidade, a “planicidade” das superfícies do cabeçote e do bloco, assim como a rugosidade das mesmas, eram importantes. Porém, as tolerâncias eram mais “abertas”.
E caso ocorresse um empenamento por superaquecimento, o cabeçote era fabricado com “sobremetal” suficiente para ser aplainado (recuperado) e reinstalado.
É claro que, mesmo essas peças robustas, tinham um limite dimensional. Ou seja, uma espessura mínima, além da qual havia comprometimento da taxa de compressão especificada e da sua resistência mecânica. E quando atingia esse limite o cabeçote era considerado “morto”, devendo ser substituído, preferencialmente por um novo.

Mas a ordem agora é “tirar o mais do menos”. Ou seja, reduzir as dimensões, o peso e aumentar o desempenho.
Os bloco e cabeçotes da atualidade são produzidos em alumínio, com muito pouco “sobremetal”. O que torna quase que impossível aplainar os mesmos sem atingir a espessura mínima.
Além do mais, como a vedação é feita com juntas metálicas, geralmente mais duras que o material do cabeçote e do bloco, as tolerâncias para “planicidade” e rugosidade das superfícies são muito “apertadas”. Isso sem falar nos altos torques de aperto exigidos (geralmente angulares).
Muitos problemas de montagem, com juntas metálicas, se devem as condições das superfícies de contato. É preciso saber as tolerâncias e exigir o seu cumprimento por parte de quem faz as usinagens.
Afinal de contas: ”bobeou”, matou a peça. Aí só uma nova.
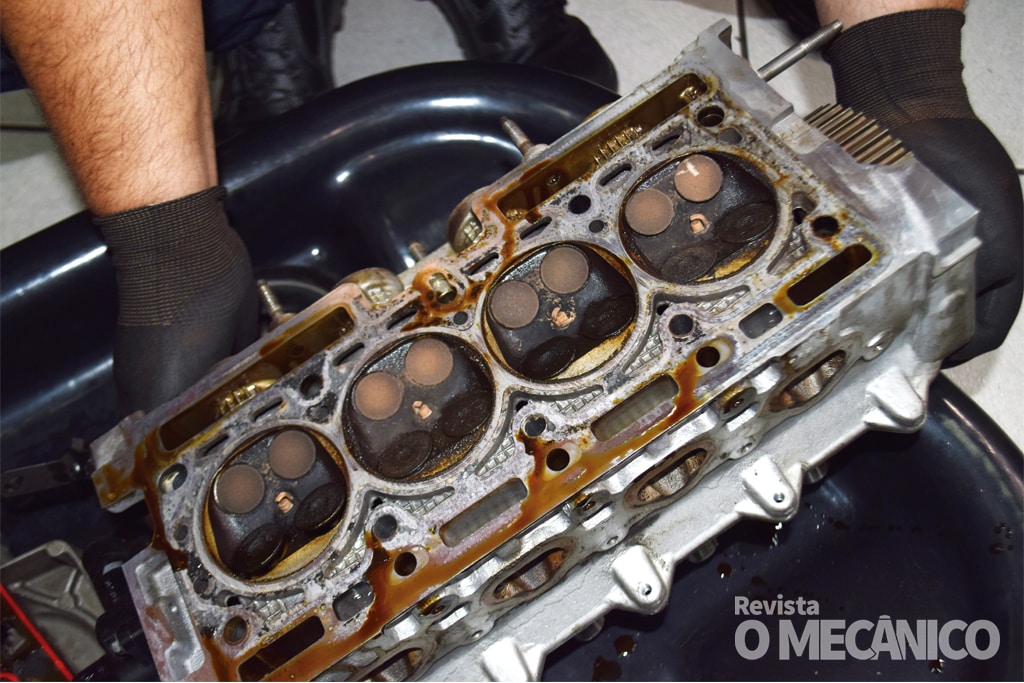
No entanto, sabe-se que a realidade é outra. Dependendo do tamanho, modelo, material e valor do cabeçote, idade do motor, espessura, condições gerais e poder aquisitivo do proprietário, recuperações com solda (enchimento) eram e ainda são realizadas. Isso sem falar das recuperações de trincas. Procedimentos esses “abominados” pelos fabricantes.
Os resultados? Bem, eles variam muito.
Muitos dos que fizeram e fazem uso desse recurso declaram estar satisfeitos. Outros já dizem o contrário. Não existe um consenso.
O importante é que o “Guerreiro das Oficinas” precisa saber quando um cabeçote precisa ” morrer”.
Artigo: Quando os cabeçotes “morrem” Publicado primeiro em http://omecanico.com.br/feed/
Nenhum comentário:
Postar um comentário